3D Yazıcı Teknolojileri Nelerdir?
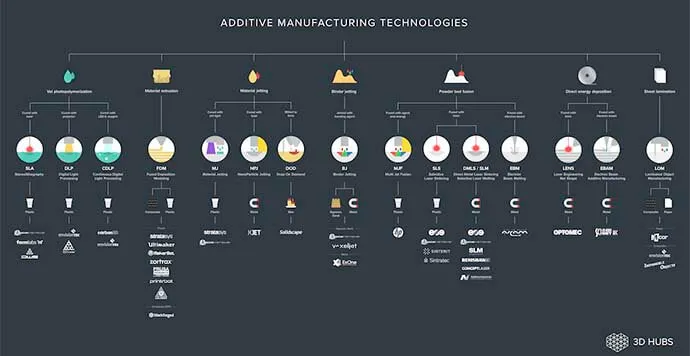
Günümüzde 3D yazıcıların kullandığı 3D baskı teknolojilerinin türleri basitçe; FDM, SLA, MSLA, DLP, SLS, DMLS, SLM, EBM, Material Jetting, DOD ve Binder Jetting’dir. Peki, FDM ve SLS 3D baskı türleri arasındaki fark nedir? Veya SLS ve DLP? Veya EBM ve DMLS?
Bu kadar farklı teknoloji olması kafa karıştırıcı olabilir. Ancak, 3D baskı dünyasında yeniysen, senin için eğlenceli bir içerik ile karşındayız. 3D yazıcıda yeni olanların 3D baskı teknolojisiyle karşılaştığı en önemli zorluklar; mevcut farklı süreçler ve malzemeler arasında ayrım yapmaktır.
Anlaşılması gereken ilk şey, 3D baskının aslında bir grup 3D baskı sürecini kapsayan genel bir terim olduğudur. Toplamda 7 farklı katmanlı üretim süreci vardır. Bu 7 farklı 3D baskı işlemi, günümüzde 3D yazıcıların kullandığı 11 farklı 3D baskı teknolojisi türünü ortaya çıkardı.
3D baskı için tasarım kuralları ve en iyi 3D baskı malzemelerinin / filamentlerinin nasıl bulunacağına kadar, bu teknoloji hakkında detaylı bilgiye sahip olacaksın.
3D Baskı Nedir?
3 boyutlu yazıcı, senin ve bizim gibi insanların, ev rahatlığında kolayca karmaşık nesneleri üretmesini sağlar. Fabrikalarda kullanılan makinelerin aksine, modern masaüstü 3D yazıcılar küçük, ucuz (en ucuzunu 300 dolara; neredeyse bir akıllı telefon maliyeti) ve yeterince kolay kullanıma sahiplerdir.
Pek çok insan zaten evlerine 3 boyutlu yazıcı aldı bile. Peki onunla ne yapıyorlar? Çocuğun yeni bir oyuncak mı istiyor? 3D yazdır! Kapı kolun kırıldı mı? Yenisini yazdır. Özel tasarım çay fincanı? Neden olmasın!
Evinde bir şeyler yazdırmak, mağazadan hazır ürünleri satın almaktan çok daha ucuz, daha hızlı ve daha özelleştirilebilirdir. Teknoloji gittikçe gelişiyor ve üretilen ürünlerin yapı kalitesi sürekli olarak artıyor. Herkesin evinde 3 boyutlu bir yazıcıya sahip olduğu bir dünya hayal etmek artık o kadar da zor değil.
Malzeme Ekstrüzyonu ile 3D Baskı
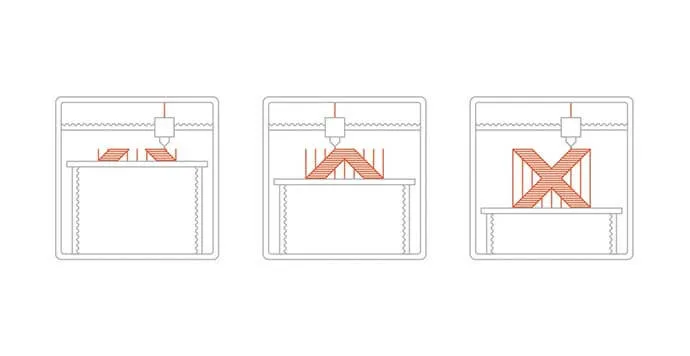
Malzeme ekstrüzyonu, katı termoplastik malzemeden bir filamentin ısıtılmış bir nozuldan itilerek işlem sırasında eritildiği bir 3D baskı sürecidir. 3D yazıcı, malzemeyi önceden belirlenmiş bir yol boyunca bir baskı yatağına veya baskı alanına bırakır, burada filament katı bir nesne oluşturmak için soğur ve katılaşır.
- 3D Baskı Teknolojisi Türleri: Fused Deposition Modeling (FDM) veya bazen Kaynaştırılmış Filament Üretimi (FFF) olarak da adlandırılır.
- Malzemeler: Termoplastik filamentler (PLA, ABS, PET, PETG, TPU)
- Boyutsal Doğruluk: ±% 0,5 (alt sınır ± 0,5 mm)
- Ortak Uygulamalar: Elektrikli malzemelerin kutuları veya kapları, test aparatları, prototipler, jigler ve montaj kılavuzları, döküm ve kalıp modelleri
- Güçlü Yönleri: En iyi yüzey kalitesi, tam renkli ve çok malzemeli prototip üretebilme
- Zayıf Yönleri Kırılgan, mekanik parçalar için sürdürülebilir değil. Görsel amaçlar için SLA / DLP’den daha yüksek maliyetli.
Eriyik Yığma Modellemesi (FDM)
Malzeme ekstrüzyonu yapan cihazlar, dünyadaki en yaygın ve en ucuz 3D baskı teknolojisi türleridir. Bunları, Fused Deposition Modeling veya FDM olarak da duyabilirsin. Ayrıca bazen de Fused Filament Fabrication veya FFF olarak da anılırlar.
Çalışma şekli, bir filament makarasının 3D yazıcıya yüklenmesi ve ekstrüzyon kafasındaki nozüle malzemenin beslenmesidir. 3D yazıcı nozülü istenilen sıcaklığa ısıtılır, bir motor vasıtasıyla filament ısıtılmış nozülden ittirilir ve filament erimeye başlar.
3 boyutlu yazıcı daha sonra ekstrüzyon başlığını belirtilen koordinatlarla birlikte hareket ettirerek erimiş malzemeyi soğuduğu ve katılaştığı baskı tablasına döker.
Bir katman tamamlandığında, 3D yazıcı başka bir katmanı dökmeye devam eder. Kesitlerin bu şekilde basılması işlemi, nesne tamamen oluşana kadar katman katman oluşturarak tekrarlanır.
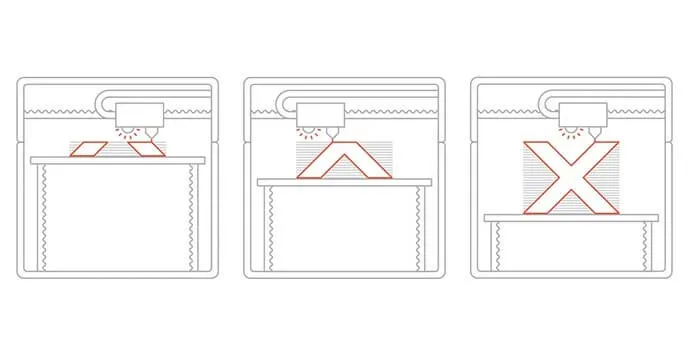
Nesnenin geometrisine bağlı olarak, katmanlarda yukarı doğru çıktıkça modelde dik sarkan parçalar varsa, bazen destek yapıları (support) eklemek gerekebilir.
5 Eksen FDM 3D Yazıcı
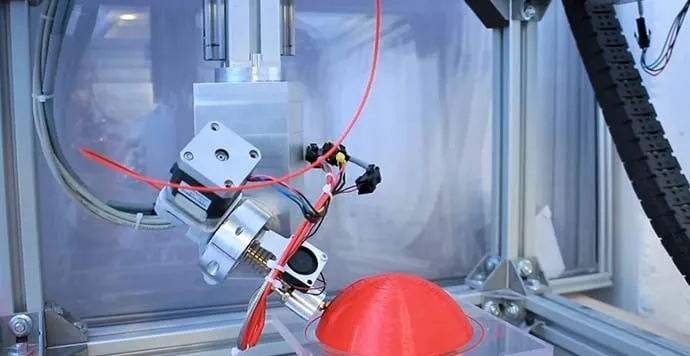
Özellikle 3D baskı için, 3 eksene 2 ekstra eksene daha sahip olmak, yalnızca destek yapılarının tamamen ortadan kaldırılmasına değil, aynı zamanda dinamik, düzlemsel olmayan yüzeylere üretimi de mümkün kılmaktadır. Bu, daha yüksek kaliteli yüzey kalitesi, daha fazla tasarım esnekliği ve daha fazla parça mukavemeti için yeni olanaklar sağlar. Farklı yönlerden yazdırarak, parça, katmanları Z yönünde üretmekten çok daha sağlam olabilir.
Bu çözüm, mevcut birçok 3D yazdırma sorununun cevabı gibi görünse de, 5 eksenli 3 boyutlu baskının kendi sorunları da yok değil. Birincisi ve en önemlisi, makine dinamikleri 3 eksenli 3D baskıdan çok daha karmaşıktır. Ayrıca, çoğu dilimleyici katmanların tek bir yönde oluşturulduğunu varsaydığı için dilimleme işlemi sorunlu hale gelir. Bu, bazı takım yollarının daha karmaşık CAM yazılımında, özellikle de düzlemsel olmayan bir yüzeyin 3 boyutlu yazdırılması durumunda manuel olarak hesaplanması gerektiği anlamına gelir.
5 eksenli 3D baskı için hala birçok kısıtlama olsa da, uygulanabilir olduğunu görüyoruz. Piyasada 5 eksenli FDM 3D yazıcılar görsen de makinelerin çoğunun hibrit sistemler olduğunu unutmamalısın. Başka bir deyişle, birden fazla işleve izin veren değiştirilebilir takım kafalarına sahip genel CNC sistemleridir.
Endüstriyel Üretimde 3D Yazıcı Teknolojileri
Polimerizasyon ile 3D Baskı
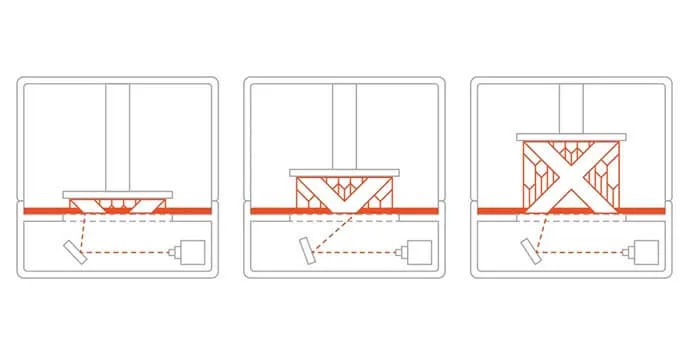
Polimerizasyon, bir ışık kaynağının fotopolimer reçineyi seçici olarak sertleştirdiği bir 3D yazdırma işlemidir. Vat Polimerizasyon olarak da adlandırılan bu yöntemin en yaygın iki biçimi vardır: SLA (Stereolitografi) ve DLP (Dijital Işık İşleme).
Bu iki 3D baskı teknolojisi arasındaki temel fark, reçineyi sertleştirmek için kullandıkları ışık kaynağıdır. SLA 3D yazıcılar, DLP 3D yazıcıda kullanılan voksel yaklaşımının aksine, nokta lazeri kullanır.
- 3D Baskı Teknolojisi Türleri: Stereolitography (SLA), Maskeli Stereolitografi (MSLA) ve Doğrudan Işık İşleme (DLP).
- Malzemeler: Fotopolimer reçine (standart, döküm yapılabilir, şeffaf, yüksek sıcaklığa dayanıklı)
- Boyutsal Doğruluk: ±% 0,5 (alt sınır ± 0,15 mm)
- Yaygın Uygulamalar: Enjeksiyon kalıbı benzeri polimer prototipleri, mücevherat (döküm kalıbı olarak da kullanılabilir), dental uygulamalar (işitme cihazları vb.)
- Güçlü Yönleri: Pürüzsüz yüzey kalitesi, ince ayrıntılar
- Zayıf Yönleri: Kırılgandır, mekanik parçalar için uygun değildir.
Stereolithography (SLA) 3D Baskı
SLA, dünyanın ilk 3D baskı teknolojisidir. Stereolitografi, teknolojinin patentini alan ve onu ticarileştirmek için 3D Systems şirketini kuran Chuck Hull tarafından 1986 yılında icat edildi.
Bir SLA yazıcısı, biri X ekseninde, diğeri Y ekseninde konumlandırılmış galvanometre veya galvo olarak bilinen aynaları kullanır. Bu galvolar, bir reçine teknesi boyunca hızla bir lazer ışınını hedefler ve nesnenin bir kesitini seçici olarak sertleştirip katılaştırarak katman katman oluşturur.
Çoğu SLA 3D yazıcı, reçineyi sertleştirmek için katı hal lazeri kullanır. Nokta lazer kullanan bu tür 3D baskı teknolojisinin dezavantajı, bir nesnenin enine kesitinin üretimi DLP’ye kıyasla daha uzun sürebilmesidir.
Dijital Işık İşleme (DLP) 3D Baskı
Dijital Işık İşleme (DLP) 3D yazıcıları, teknoloji olarak neredeyse SLA ile aynıdır. Temel fark, DLP’nin her katmanın tek bir görüntüsünü aynı anda (veya daha büyük parçalar için birden çok) sertleştirmek için bir dijital ışık projektörü kullanmasıdır.
Projektör, dijital bir ekran olduğu için her katmanın görüntüsü kare piksellerden oluşur ve voksel adı verilen küçük dikdörtgen bloklardan oluşan bir katman ortaya çıkar.
DLP, SLA’ya kıyasla daha hızlı baskı süreleri sağlayabilir. Bunun nedeni, bir lazerin noktasıyla enine kesit alanını izlemek yerine tüm katmanın bir kerede açığa çıkarılmasıdır.
Işık, ışık yayan diyot (LED) ekranlar veya bir Dijital Mikro Ayna Cihazı (DMD) tarafından yapı yüzeyine yönlendirilen bir UV ışık kaynağı (lamba) kullanılarak reçineye yansıtılır.
Bir DMD, ışığın nereye yansıtıldığını kontrol eden ve yapı yüzeyinde ışık desenini oluşturan bir dizi mikro aynadır.
Maskeli Stereolitografi (MSLA) 3D Baskı
Maskeli Stereolitografi, ışık kaynağı olarak bir LED dizisi kullanır ve tek bir katman dilimini maske olarak gösteren bir LCD ekrandan UV ışığını parlatır.
DLP gibi, LCD fotoğraf maskesi dijital olarak görüntülenir ve kare piksellerden oluşur. LCD foto maskenin piksel boyutu bir baskının ayrıntı düzeyini tanımlar. Böylece, XY doğruluğu sabittir ve DLP’de olduğu gibi lensi ne kadar iyi yakınlaştırabileceğine / ölçekleyebileceğine bağlı değildir.
DLP tabanlı 3D yazıcılar ile MSLA teknolojisi arasındaki diğer bir fark, ikinci bir lazer diyot veya DLP ampül gibi tek noktalı bir ışık kaynağı yerine yüzlerce ayrı kaynağı kullanmasıdır.
DLP’ye benzer şekilde MSLA, belirli koşullar altında, SLA’ya kıyasla daha hızlı baskı süreleri sağlayabilir. Bunun nedeni, bir lazer noktasıyla enine kesit alanını izlemek yerine tüm katmanın bir kerede açığa çıkarılmasıdır.
LCD birimlerinin düşük maliyeti nedeniyle MSLA, masaüstü reçine 3D yazıcı segmentinde başvurulan teknoloji haline gelmiştir.
Toz Yatak Füzyonu (Polimerler) ile 3D Baskı
Toz Yatak Füzyonu (Powder Bed Fusion), bir termal enerji kaynağının katı bir nesne oluşturmak için bir yapı alanındaki toz parçacıkları arasında seçici olarak füzyonu tetikleyen 3D baskı işlemidir.
Pek çok Toz Yatağı Füzyon cihazı aynı zamanda tozu aynı anda üretilen bir nesneye uygulamak ve yumuşatmak için bir mekanizma kullanır. Böylece nihai ürün tozla kaplanır ve desteklenir.
- 3D Baskı Teknolojisi Türleri: Selective Laser Sintering (SLS)
- Malzemeler: Termoplastik toz (Naylon 6, Naylon 11, Naylon 12)
- Boyutsal Doğruluk: ±% 0,3 (alt sınır ± 0,3 mm)
- Ortak Uygulamalar: Fonksiyonel parçalar, karmaşık kanallar (içi boş tasarımlar), düşük tirajlı parça üretimi
- Güçlü Yönleri: Fonksiyonel parçalar, mükemmel mekanik özellikler. Karmaşık geometriler.
- Zayıf Yönleri: Daha uzun üretim süreleri, fonksiyonel uygulamalar için FDM’den daha yüksek maliyet.
Seçici Lazer Sinterleme (SLS) 3D Baskı
Powder Bed Fusion teknolojisi ve polimer tozu ile bir nesne oluşturmak genellikle Seçici Lazer Sinterleme (Selective Laser Sintering - SLS) olarak bilinir. Endüstriyel patentlerin süresi doldukça, bu tür 3D baskı teknolojileri giderek daha yaygın hale geliyor ve maliyeti düşüyor.
İlk olarak, bir polimer tozu silosu, polimerin erime noktasının hemen altındaki bir sıcaklığa ısıtılır. Daha sonra, kaplama bıçağı veya silici, bir yapı platformunun üzerine çok ince bir toz malzeme tabakası (tipik olarak 0,1 mm kalınlığında) serer.
Ardından bir CO2 lazer ışını yüzeyi taramaya başlar. Lazer, tozu seçici olarak sinterler ve nesnenin bir enine kesitini katılaştırır. Tıpkı SLA’da olduğu gibi, lazer de bir çift galvo ile doğru konuma odaklanır.
Tüm kesit tarandığında yapı platformu, bir katman kalınlığı kadar aşağı hareket edecektir. Yeniden kaplama bıçağı, bir önce taranan katmanın üzerine yeni bir toz katmanı serer ve lazer, nesnenin bir sonraki kesitini önceden katılaşmış enine kesitlere sinterler.
Bu adımlar, nesne tamamen üretilinceye kadar tekrar eder. Sinterlenmemiş olan toz, sahip olan nesneyi desteklemek için yerinde kalır ve bu da destek yapılarına olan ihtiyacı ortadan kaldırır.
Malzeme Püskürtme (PolyJet) ile 3D Baskı
Material Jetting (MJ / PolyJet) veya diğer bir adıyla “PolyJet”, malzeme damlacıklarının seçici olarak biriktirildiği ve bir baskı tablasında sertleştirildiği 3D baskı işlemidir. Işığa maruz kaldığında sertleşen fotopolimerler veya balmumu damlacıkları kullanılarak, nesneler her seferinde bir katman oluşturur.
Material Jetting (PolyJet) işleminin doğası, aynı nesnede farklı malzemelerin basılmasına izin verir. Bu teknikte amaç, üretilen modele farklı bir malzemeden destek yapıları oluşturmaktır.
- 3D Baskı Teknolojisi Türleri: Material Jetting (MJ) ve Drop on Demand (DOD)
- Malzemeler: Fotopolimer reçine (standart, döküm yapılabilir, şeffaf, yüksek sıcaklığa dayanıklı)
- Boyutsal Doğruluk: ± 0.1 mm
- Ortak Uygulamalar: Tam renkli ürün prototipleri, enjeksiyon kalıbı benzeri prototipler, düşük çalıştırma enjeksiyon kalıpları, tıbbi modeller
- Güçlü Yönleri: En iyi yüzey kalitesi, tam renkli ve çok malzemeli üretim mümkündür.
- Zayıf Yönleri: Kırılgandır, mekanik parçalar için uygun değildir. Görsel amaçlar için SLA veya DLP’den daha yüksek maliyetlidir.
Malzeme Jeti (MJ) 3D Baskı
Material Jetting (MJ), standart bir mürekkep püskürtmeli yazıcıya benzer şekilde çalışır. Temel fark, tek bir mürekkep katmanı yazdırmak yerine, katı bir parça oluşturmak için birden çok katmanın birbiri üzerine inşa edilmesidir.
Baskı kafası (ekstrüder) yüzlerce minik fotopolimer damlacığını püskürtür ve ardından bir ultraviyole (UV) ışık kullanarak bunları sertleştirir veya katılaştırır. Bir katman biriktirildikten ve sertleştirildikten sonra, yapı platformu bir katman kalınlığı kadar aşağı iner ve bu işlem 3 boyutlu nesne oluşturulana kadar tekrarlanır.
MJ, noktasal biriktirme kullanarak yapı malzemesini biriktiren, sinterleyen veya sertleştiren diğer 3D baskı teknoloji türlerinden farklıdır. MJ makineleri, bir katmanın enine kesit alanını ana hatlarıyla çizen bir yolu izlemek için tek bir nokta kullanmak yerine, yapı malzemesini hızlı ve hat bazında biriktirir.
Satır bazında biriktirmenin avantajı, MJ yazıcıların oluşturma hızı üzerinde herhangi bir etkisi olmadan tek bir satırda birden çok nesneyi üretebilmesidir. Modeller doğru bir şekilde düzenlendiği ve her bir üretim hattındaki alan optimize edildiği sürece MJ, parçaları diğer 3D yazıcı türlerinden daha hızlı bir şekilde üretebilir.
MJ ile yapılan nesneler, işlem sonrası aşamada çıkarılan çözünebilir bir malzemeden (FDM’deki suda çözünebilen filamentler gibi) yapı sırasında aynı anda basılan desteğe ihtiyaç duyar. MJ, çok malzemeli baskı ve tam renkli nesneler sunan tek 3D baskı teknolojisi türlerinden biridir.
Drop on Demand (DOD) 3D Baskı
Drop on Demand (DOD), bir çift inkjet kullanan 3D baskı teknolojisidir. Bir ekstrüder, tipik olarak mum benzeri bir malzeme olan yapı malzemelerini biriktirir. Diğer ekstrüder ise çözünebilir destek malzemesi için kullanılır. Tipik 3D baskı teknoloji türlerinde olduğu gibi DOD yazıcıları, bir nesnenin katman katman enine kesit alanını oluşturarak, nokta bazında biriktirmede püskürtme malzemesine giden önceden belirlenmiş bir yolu izler.
DOD 3D yazıcıları ayrıca, her katman oluşturulduktan sonra yapı alanını gözden geçiren ve bir sonraki katmana başlamadan önce mükemmel düz bir yüzey sağlayan bir kesici kullanır. DOD 3D yazıcılar genellikle balmumu dökümü, hassas döküm ve diğer kalıp yapımı uygulamaları için uygun desenler oluşturmak için kullanılır.
Bağlayıcı Püskürtme ile 3D Baskı
Bağlayıcı Püskürtme (Binder Jetting), sıvı bir bağlama maddesinin bir toz yatağının bölgelerini seçici olarak bağladığı 3D baskı işlemidir.
Binder Jetting, SLS’ye benzer bir 3D baskı teknolojidir ve yapı platformunda ilk toz tabakası gereksinimi vardır. Ancak, tozu sinterlemek için lazer kullanan SLS’den farklı olarak Binder Jetting, bir baskı kafasını tipik olarak çapı 80 mikron olan toz yüzeyi biriktiren bağlayıcı damlacıklar üzerinde hareket ettirir. Bu damlacıklar, nesnenin her katmanını üretmek için toz parçacıklarını birbirine bağlar.
Bir katman basıldıktan sonra, pudra yatağı alçaltılır ve yeni basılan katman üzerine yeni bir pudra katmanı yayılır. Bu işlem, tam bir nesne oluşana kadar tekrarlanır.
Nesne daha sonra sertleşmesi ve güçlenmesi için toz içinde bırakılır. Daha sonra nesne, toz yatağından çıkarılır ve bağlanmayan tozlar, basınçlı hava kullanılarak çıkarılır.
- 3D Baskı Teknolojisi Türleri: Binder Jetting (BJ)
- Malzemeler:v Kum veya metal tozu (paslanmaz çelik veya bronz, tam renkli kum, silisya - kum döküm)
- Boyutsal Doğruluk: ± 0,2 mm (metal) veya ± 0,3 mm (kum)
- Ortak Uygulamalar: Fonksiyonel metal parçalar, tam renkli modeller, kum döküm
- Güçlü Yönleri: Düşük maliyetlidir. Yüksek adetlerde üretim imkanı ve fonksiyonel metal parçalar üretilebilir.
- Zayıf Yönleri: Mekanik özellikler açısından metal Toz Yatak Füzyonu (Örneğin, SLS) kadar iyi değildir.
Kum Bağlayıcı Püskürtme ile 3D Baskı
Kum Bağlayıcı Püskürtme cihazları, kumtaşı veya alçı gibi kumdan parçalar üretmek için düşük maliyetli 3D baskı teknoloji türüdür.
Tam renkli modeller için nesneler, bir sıvı bağlayıcı ajan ile birlikte alçı bazlı veya PMMA tozu kullanılarak üretilir. Baskı kafası önce bağlayıcı maddeyi püskürtürken, ikincil bir baskı kafası renk püskürterek tam renkli modellerin basılmasına izin verir.
Model tamamen sertleştikten sonra gevşek bağlanmamış tozdan çıkarılır ve temizlenir. Mekanik özellikleri geliştirmek için parçalar genellikle sızan bir malzemeye maruz bırakılır.
Her biri farklı özelliklerle sonuçlanan çok sayıda sızıntı vardır. Renklerin canlılığını artırmak için kaplamalar da eklenebilir.
Binder Jetting, kum döküm kalıp ve maçaların üretiminde de kullanışlıdır. Maçalar ve kalıplar genellikle kumla basılır, ancak özel uygulamalar için yapay kum (silika) kullanılabilir.
Baskıdan sonra, modeller ve kalıplar yapı alanından çıkarılır ve gevşek kumu çıkarmak için temizlenir. Kalıplar tipik olarak hemen döküm için hazırdır. Dökümden sonra kalıp kırılır ve son metal bileşen çıkarılır.
Binder Jetting ile kum döküm maçaları ve kalıpları üretmenin önemli avantajı, prosesin nispeten düşük maliyetle üretebileceği büyük, karmaşık geometrilerdir. Ek olarak, sürecin mevcut üretim veya dökümhane süreçlerine kesintisiz olarak entegre edilmesi oldukça kolaydır.
Metal Bağlayıcı Püskürtme ile 3D Baskı
Binder Jetting, metal nesnelerin imalatı için de kullanılabilir. Metal tozu, bir polimer bağlama maddesi kullanılarak bağlanır. Bağlayıcı Püskürtme yönetimi kullanarak metal nesneler üretmek, geleneksel üretim tekniklerinin yeteneklerinin çok ötesinde karmaşık geometrilerin üretilmesine izin verir.
Bununla birlikte işlevsel metal nesneler, sızma veya sinterleme gibi ikincil bir işlemle üretilebilir. Sonucun maliyeti ve kalitesi genellikle bireysel bir uygulama için hangi ikincil yöntemin en uygun olduğunu belirler. Bu ek adımlar olmadan, Metal Bağlayıcı Püskürtme ile yapılan bir parça zayıf mekanik özelliklere sahip olacaktır.
İkincil sızma süreci şu şekilde çalışır: başlangıçta, metal toz parçacıkları bir “yeşil durum” (green state) nesnesi oluşturmak için bir bağlama maddesi kullanılarak birbirine bağlanır. Nesneler tamamen sertleştikten sonra, gevşek tozdan çıkarılır ve bağlayıcının ısıtıldığı bir fırına yerleştirilir. Bu, nesnede boşluklar oluşmasını ve yaklaşık %60 yoğunlukta olmasını sağlar.
Daha sonra, kılcal hareket yoluyla boşlukların dolması için bronz kullanılır. Bu da yaklaşık %90 yoğunluğa ve daha yüksek mukavemete sahip bir nesne elde edilmesini sağlar. Bununla birlikte, Metal Bağlayıcı Püskürtme ile yapılan nesneler genellikle Toz Yatağı Füzyonu ile yapılan metal parçalara göre daha düşük mekanik özelliklere sahiptir.
Sinterleme ikincil işlemi, metal parçaların sızma olmadan yapıldığı yerlerde uygulanabilir. Baskı tamamlandıktan sonra, yeşil durum nesneleri bir fırında sertleştirilir. Daha sonra, bir fırında yaklaşık %97’lik yüksek bir yoğunluğa sinterlenirler. Ancak, tek tip olmayan büzülme sinterleme sırasında bir sorun olabilir ve tasarım aşamasında hesaba katılmalıdır.
Doğrudan Enerji Biriktirme (DED) ile 3D Baskı
Direct Energy Deposition (DED), toz malzemeyi eriterek parçalar oluşturur. Ağırlıklı olarak metal tozları veya tel kullanılır ve genellikle metal biriktirme (metal deposition) olarak adlandırılır.
Lazerle Tasarlanmış Net Şekil (LENS) 3D Baskı
Laser Engineered Net Shape (LENS), katı bir parça oluşturmak için toz dağıtma nozüllerinden çıkarılırken tozu eritmek için bir lazer kafası, toz dağıtma nozülleri ve gaz borusundan oluşan bir biriktirme başlığı kullanılır. Lazer, baskı alanında bir eriyik havuzu oluşturur ve toz, eritildiği ve daha sonra katılaştığı havuza püskürtülür. Substrat tipik olarak düz bir metal plaka veya malzemenin eklendiği mevcut bir parçadır.
Elektron Işını Katkı Üretimi (EBAM) ile 3D Baskı
Electron Beam Additive Manufacture (EBAM), ısı kaynağı olarak bir elektron ışını kullanılarak birbirine kaynaklanmış metal tozu veya tel kullanarak metal parçalar oluşturmak için kullanılır. Parçaları LENS’e benzer şekilde üreten elektron ışınları, lazerlere göre daha verimlidir ve orijinal olarak uzayda kullanılmak üzere tasarlanan teknoloji ile bir vakum altında çalışır.
Toz Yatak Füzyonu (Metaller) ile 3D Baskı
Metal Toz Yatak Füzyonu (Metal Powder Bed Fusion), metal toz parçacıkları arasında bir seferde bir katman füzyonu sağlamak için termal kaynak kullanarak katı nesneler üreten bir 3D baskı işlemidir.
Çoğu Toz Yatak Füzyon teknolojisi, nesne oluşturulurken toz eklemek için mekanizmalar kullanır ve bu da son bileşenin metal tozu ile kaplanmasını sağlar. Metal Toz Yatak Füzyon teknolojilerindeki ana varyasyonlar, farklı enerji kaynaklarının kullanımından kaynaklanmaktadır; lazerler veya elektron ışınları.
- 3D Baskı Teknolojisi Türleri: Direct Metal Laser Sintering (DMLS), Selective Laser Melting (SLM) ve Electron Beam Melting (EBM)
- Malzemeler: Metal tozu (alüminyum, paslanmaz çelik, titanyum)
- Boyutsal Doğruluk: ± 0.1 mm
- Ortak Uygulamalar: Fonksiyonel metal parçalar (havacılık ve otomotiv), tıbbi parçalar (örneğin diş)
- Güçlü Yönleri: En güçlü, işlevsel parçalar, karmaşık geometriler
- Zayıf Yönleri: Küçük yapı boyutları, tüm teknolojiler arasında en yüksek maliyetli teknoloji
Doğrudan Metal Lazer Sinterleme (DMLS) / Seçici Lazer Eritme (SLM) ile 3D Baskı
Hem Doğrudan Metal Lazer Sinterleme (DMLS) hem de Seçici Lazer Eritme (SLM), SLS’ye benzer şekilde nesneler üretir. Temel fark, 3D baskı teknolojisinin metal parçaların üretiminde uygulanmasıdır.
DMLS tozu eritmez, bunun yerine moleküler seviyede kaynaşabilmesi için onu bir noktaya kadar ısıtır. SLM, homojen bir parça oluşturan metal tozunun tamamen erimesini sağlamak için lazeri kullanır. Bu, tek bir erime sıcaklığına sahip bir parça ortaya çıkarır.
Bu, DMLS ve SLM arasında temel fark vardır. DMLS, metal alaşımlarından parçalar üretirken, SLM titanyum gibi tek elementli malzemeler üretir.
SLS’den farklı olarak DMLS ve SLM süreçleri, meydana gelebilecek herhangi bir bozulma olasılığını sınırlamak için yapısal desteğe ihtiyaç duyar.
DMLS veya SLM ile üretilen parçalar, yüksek sıcaklıklar nedeniyle baskı sırasında oluşan artık gerilmelerden dolayı bükülme riski altındadır. Ayrıca, baskıdan sonra parçalardaki gerilimi azaltmak için nesne hala baskı tablasındayken ısıl işleme tabi tutulur.
Elektron Işını Erime (EBM) ile 3D Baskı
Diğer Toz Yatak Füzyonu tekniklerinden farklı olarak, Elektron Işını Eritme (Electron Beam Melting - EBM), metal tozu parçacıkları arasında füzyonu indüklemek için yüksek enerjili bir ışın veya elektron kullanır.
Odaklanmış bir elektron ışını, ince bir toz tabakasını tarayarak belirli bir enine kesit alanı üzerinde bölgesel erime ve katılaşmaya neden olur. Bu alanlar sağlam bir model oluşturmak için inşa edilmiştir.
SLM ve DMLS 3D baskı teknolojileri ile karşılaştırıldığında EBM, genellikle daha yüksek enerji yoğunluğu nedeniyle üstün bir üretim hızına sahiptir. Bununla birlikte, minimum özellik boyutu, toz parçacık boyutu, katman kalınlığı ve yüzey kalitesi gibi şeyler tipik olarak daha büyüktür.
Ayrıca, EBM parçalarının bir vakumda üretildiği ve işlemin yalnızca iletken malzemelerle kullanılabileceği unutulmamalıdır.
Multi Jet Fusion (MJF) 3D Baskı
Multi Jet Fusion (MJF), aslında SLS ve Material Jetting teknolojilerinin bir kombinasyonudur. Mürekkep püskürtmeli püskürtme uçlarına sahip bir yazıcının (masaüstü 2D yazıcılarda kullanılan püskürtme uçlarına benzer) baskı alanının üzerinden geçerek ince bir plastik toz tabakası üzerine kaynaştırıcı madde bırakır. Aynı zamanda, sinterlemeyi engelleyen bir detaylandırma aracı, parçanın kenarına yakın bir yerde basılır. Yüksek güçlü bir IR enerji kaynağı daha sonra inşa yatağının üzerinden geçer ve tozun geri kalanını sererken, kaynaştırma aracı dağıtıldığı alanları sinterler. İşlem, tüm parçalar tamamlanıncaya kadar tekrar eder.
İlgili Makaleler
- 3D Yazıcı ile Nasıl Para Kazanılır?
- 3D Yazıcı Nedir, Nasıl Çalışır?
- Hangi 3D Yazıcıyı Nasıl Almalı?
- 3D Yazıcı Tavsiye
- Ucuz 3D Yazıcı
- Yerli 3D Yazıcı
- Kendin Yap (DIY) 3D Yazıcı Parçaları
- Filament Çeşitleri
- Filament Özellikleri
- Ücretsiz 3D Modeller
- Üç Boyutlu Tasarım Nasıl Yapılır?
- Tinkercad ile Üç Boyutlu Tasarım
- FreeCAD ile Üç Boyutlu Tasarım
- 3D Yazıcılar İçin Dilimleme Yazılımları (3D Slicer)
- Cura Dilimleme Yazılımı Kurulum ve Ayarları