Cura Dilimleme Yazılımı Kurulum ve Ayarları
Cura 3D dilimleme yazılımının gizli özelliklerini keşfetmek için takip etmesi kolay Cura eğitimimizi senin için hazırladık.
Cura, dilimleme yazılımlarında en hızlı gelişen ve kullanıcı dostu bir arayüze sahiptir. Öyle ki çoğu kullanıcı sadece modeli yükler, baskı kalitesini seçer ve “yazdır” tuşuna basar. Geleneksel 2D baskı fotokopi makinaları kadar kullanımı kolaylaştırır.
Bu Cura eğitimi, 3D yazıcı ile baskılar almaya yeni başlayan herkese uygundur. Sadece 3D yazıcıyı açtığından ve filamenti yüklediğinden emin olman yeterli. Daha sonra bu Cura eğitimi, 3D baskı yöntemlerinde sana yol göstermeye ve 3D baskıya başlamana yardımcı olacak.
Cura Nedir?
Cura, 3D yazıcılar için bir dilimleme yazılımıdır. Bir 3D modeli alır ve bir 3D yazıcının anladığı kod olan ve “G-Code” olarak bilinen bir dosya formatını oluşturmak için modeli katmanlara ayırır.
Farklı bir deyişle, bilgisayarından bir 3D modelini, 3D yazıcı donanımının anlayabileceği biçimde dijital bir dosyaya çevirmeye yarar. Baskı yapmak için sadece birkaç kalite ve hız seçeneğini değiştir, ardından diğer ayarlar Cura ekibi tarafından hazır bir şekilde geldiği için hemen yazdırmaya başlayabilirsin!
Cura sadece ücretsiz değildir, aynı zamanda açık kaynaktır. Dünya çapındaki 3D dilimleyici yazılımlardan (3D slicer) en çok kullanılanı ve standartlaşmışıdır. Cura'yı diğer dilimleme yazılımları ile karşılaştırdığımızda, diğerleri sınırlı seçenek ve ayarlamalar ile çok basit görünür. Ancak, ihtiyacın olduğunda Cura’nın daha karmaşık ayarları vardır. Ayrıca, çok temiz ve kullanıcı dostu arayüze sahiptir.
Cura, 3D yazıcı üreticisi Ultimaker tarafından geliştirilmektedir ve 3D yazıcılarından bildiğimiz üzere mükemmeliyetçilerdir. Cura'da neredeyse diğer dilimleme yazılımlarının çoğunda bulabileceğin tüm ayar ve seçenekler mevcuttur.
Cura'yı kullanmaya başlamadan önce, 3D modeller ile ilgili temel bilgilere ve nasıl hazırlandıklarıyla ilgili bilgileri öğrenmen gerekmektedir. Bu konuda sana yardımcı olacak “3D Modelleme” sayfamızı ziyaret etmeni tavsiye ederiz.
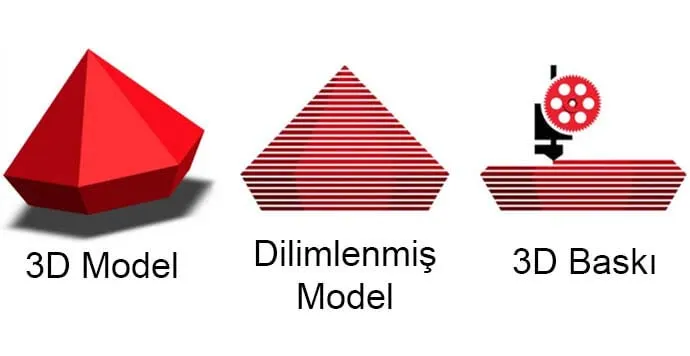
3D Baskının Üç Aşaması
3D baskı için dosya hazırlamanın üç temel aşaması vardır:
- 3D Modelleme: Bu aşamada öncelikle 3D modeli tasarlaman veya hazır bir modeli elde etmen gerekiyor. Kendi tasarımını yapmak için 3D modelleme (CAD) yazılımlarını kullanabilirsin. Tinkercad veya Fusion360 3D modelleme yazılımları en çok tercih edilen yazılımlardır. Bu uygulamalar kendi dosya formatlarına sahiptir ve bu dosyaları uygulama ile açmana, düzenlemene, kaydetmene ve dışa aktarmana olanak tanır. Üç boyutlu tasarım nasıl yapılır bilmiyorsan sayfamızı inceleyerek sen de kendi tasarımlarını yapabilir veya ücretsiz modelleri indirip 3D yazıcında hemen yazdırmaya başlayabilirsin!
- 3D Modeli Dışa Aktarma: Modelini CAD yazılımlarında oluşturduktan sonra STL, OBJ veya 3MF dosya formatlarında dışa aktarılması gerekir. Bunlar Cura tarafından tanınan dosya formatlarıdır. Ancak, 3D modelleme uygulamalarında (Catia, SolidWorks, Siemens NX vb.) kullanılan diğer dosya formatlarından farklıdırlar. Sadece bazı özel yazılımlar ile belirli bir kısımda düzenlenebilirler. Yine de Cura ile 3D modelini boyutlandırabilirsin.
- Dilimleme Dosyasını Dışa Aktarma: 3D modelini STL veya OBJ dosya formatında kaydettikten sonra dilimlenmek ve G-Code olarak kaydetmek için Cura'da açmalısın. Bu G-Code temel olarak 3 boyutlu yazıcının; X-Y-Z koordinatlarını, nozzle sıcaklığını, yatak sıcaklığını ve soğutma fanı çalışmasını içermektedir.
Sürecin ilk aşamasında 3D modelleme yapmak gerekir, ancak modelleme becerilerin henüz ilk aşamalarındaysa, Thingiverse veya Youmagine gibi online 3D model sitelerine gidebilir ve önceden hazırlanmış milyonlarca hazır 3D modeli indirebilirsin. Buradaki modeller genellikle STL formatındadır ve doğrudan Cura'ya aktarılabilir.
Cura Ne Yapar?
Cura, 3D modelleri yatay koordinatta dilimlere ayırır. STL, OBJ veya 3MF dosya formatlarında kaydedilen 3D modelleri 3D yazıcının anlayabileceği bir formata çevirir. Fused Deposition Modeling - Eriyik Yığma Modellemesi (FDM) 3D yazıcılar, 3D modeli üretmek için her bir katmanı üst üste ekler.
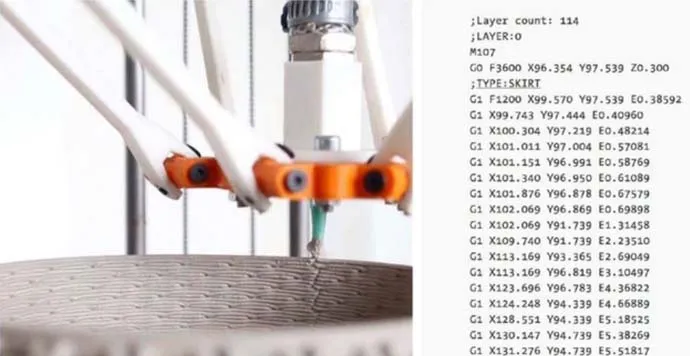
G-Code Nedir?
Cura, bir 3D modeli alır ve bu katmanların baskı tablasına nasıl yerleştirileceğini hesaplar ve 3D yazıcının tabaka üzerinde takip etmesi için bir dizi talimat oluşturur. Cura’nın oluşturduğu bu talimatların adına “G-Code” adı verilir. “.gcode” dosya uzantısıyla biten bir metin belgesidir. Bu metin belgesini not defteri uygulaması ile açtığında, kodun bir kısmını okuyabilirsin ve 3D yazıcının ne yapmasını istediğini anlayabilirsin.
Örnek birkaç satır göstermek gerekirse:
- G0 F7200 X19.698 Y28.262 Z.36
- G1 F1500 E0
- G1 F1350 X22.467 Y26.175 E0.15654
- G1 X23.338 Y25.568 E0.20447
- G1 X24.246 Y25.027 E0.25218
3D baskı konusunda biraz daha ustalaştığında, bu koda girebilir ve farklı hızlarda fan hızlarını, katman yüksekliklerini ve nozzle sıcaklıklarını ayarlayabilirsin. Bazı 3D yazdırma sorunlarını gidermen gerektiğinde bu kullanışlı olabilir. Ayrıca, G-Code ile ilgili ayrıntılı bir makalemiz de işine yarayabilir.
Her 3D yazıcının farklı bir kurulum, baskı alanı boyutu, baskı tablası tipi (cam veya teflon yatak) ve nozzle boyutu olması nedeniyle, Cura dilimleme yazılımının bu donanım ayrıntılarını bir 3D yazıcı profili ayarları ile bilmesi gerekir. Cura’nın istediği temel bilgileri verdikten sonra, katman yüksekliği ve kalınlığı gibi ayarları belirleyebilirsin. 3D yazıcının hayati istatistiklerine ve ayarlarına bağlı olarak Cura, modelini yazdırmak ve 3D yazıcı için bir talimatlar listesi oluşturmak için yazıcı kafasının izlemesi gereken yolu hesaplar. Bu talimatlar G-Code dosyasına kaydedilir.
G-Code daha sonra bir SD karta kaydedilebilir veya doğrudan Cura'dan 3D yazıcıya kablosuz veya kablo ile gönderilebilir.
Piyasada birçok 3D dilimleme yazılımı bulunmaktadır. Cura, bunlardan sadece bir tanesidir. Ancak yıllar geçtikçe, sürekli gelişim ve açık kaynak felsefesi Cura’yı daha değerli yapmıştır. Öyle ki, Cura tarafından desteklenmeyen çok az 3D yazıcı vardır.
Cura'yı İndir ve Yükle
Cura'yı yüklemek için bu sayfadan indir. Cura indirme işlemi tamamlandığında, her platformda (Windows, Mac OSX veya Linux gibi) yapman gerekenler aşağıdadır.
Cura’yı Windows İçin İndir ve Yükle
Cura yükleyicisini çalıştır ve normal adımları geç. Yüklemenin önemli olan tek kısmı, sana ek bileşenler yükleme seçeneğini sunan aşağıdaki ekrandır.

3MF, OBJ veya X3D dosya formatlarını da Cura’da açmak istiyorsan, bu kutuları işaretle ve “Install” veya “Yükle” tuşuna bas. Kurulum tamamlandığında, Cura otomatik olarak açılacaktır.
Cura’yı Mac OSX (Apple) İçin İndir ve Yükle
Cura yükleyicisini indirdikten sonra, yükleyiciyi aç ve kurulumu tamamlamak için kurulum sihirbazını çalıştır. İşlem kolayca gerçekleşecek. Cura’yı programlar klasöründe bulup çalıştırabilirsin.
Ubuntu için, indirilen dosyaya Cura-xxx.AppImage (xxx kısmında Cura versiyonu yazacaktır, örneğin 4.3.0) denir. Bu bir ikili çalıştırılabilir dosyadır. Cura yükleyicisini uygun bir yere kopyalaman ve mevcut kullanıcıya dosyayı yürütme hakkı vermen gerekir:
- chmod u+x Cura-4.3.0.AppImage
Cura'yı açmak için dosyayı terminalden çalıştırman yeterlidir:
- ./Cura-4.3.0.AppImage
Cura Hızlı Başlangıç Kılavuzu
Cura ayarlarını dilersen aşağıdaki video'dan da takip ederek yapabilirsin. Ancak, Türkçe ve detaylı ayarlar için aşağıdaki başlıkları takip etmeni tavsiye ederiz.
3D Yazıcını Seç
Cura'yı yükleyip açtığında, bir 3D yazıcı seçmen istenecektir. Bir Ultimaker veya Lulzbot marka 3D yazıcın varsa, 3D yazıcınla birlikte verilen özel bir Cura sürümü olacaktır. Başka bir marka veya kendi yaptığın bir 3D yazıcıya sahipsen, Settings > Printer'ı seç.
Artık birçok 3D yazıcının ayarları listede mevcut. En üstteki Ultimaker sekmesini açarsan, listelenen 3D yazıcıların tümü Ultimaker modelleri olacaktır. Diğer tüm 3D yazıcılar için Other'a tıkla ve 3D yazıcı modelini seç.

Kullandığın 3D yazıcı listede yoksa, Lulzbot marka 3D yazıcılarda olduğu gibi, üreticinin web sitesine git ve Cura'nın indirilmeye hazır özel bir sürümünü yükle. Eğer bu da yoksa, “Custom” seçeneğine tıkla.
Daha sonra karşına 3D yazıcı ekleme ekranı gelecek ve burada 3D yazıcın hakkında biraz bilgi sahibi olman gerekecek. Yine, 3D yazıcın ile ilgili detaylar üreticinin web sitesinde bulunuyordur. 3D yazıcıyı kendin yaptıysan, o zaman bu detayları kendin girebilirsin.
Sadece 3D yazıcının ayarlarını gir ve “Finish” düğmesine tıkla.

Cura'ya STL Dosyasını Yükle
3D yazıcın için Cura kurulumunu ve temel 3D yazıcı bilgilerini girdikten sonra, bir 3D modeli Cura'ya aktarmanın zamanı gelmiştir.
Bir modeli açmak için solda üst menüden File > Open File(s)'a tıkla. Bilgisayarından STL, OBJ veya 3MF dosya formatındaki bir modeli seç ve “OK”a tıkla.

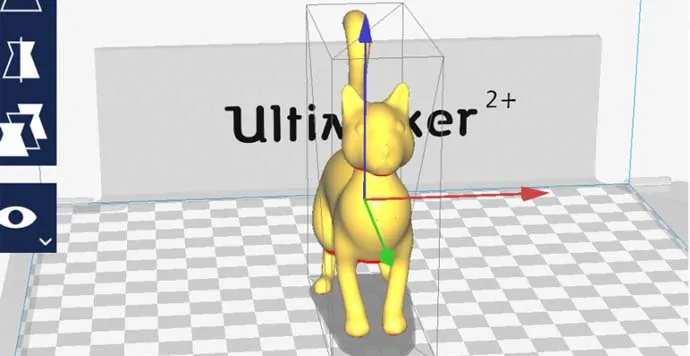
3D model seçtikten sonra Cura çalışma düzleminin tam ortasında görünecektir. Modelin büyüklüğüne göre işlem süreceği için biraz beklemen gerekebilir.
Cura'da Çalışma Düzleminin Bakış Açısını Değiştir
3D model çalışma düzlemine yüklendiğinde, genellikle çok küçük veya çok büyük görünür. Modeli başka bir açıdan veya başka bir yükseklikten de görmek isteyebilirsin. Cura'daki modelin en uygun görünümünü elde etmek için çalışma düzlemindeki bakış açını aşağıdaki yöntemlerle değiştirebilirsin.
- Cura Çalışma Düzlemi’ni Hareket Ettir: Çalışma düzlemini ekran etrafında hareket ettirmek için Shift tuşunu basılı tut ve mouse’un sol tuşu ile tıkla. Bu, daha ince ayrıntıların bazılarına göz atmak için modele yakınlaştırmanı sağlayacak.
- Cura Çalışma Düzlemi Çevresinde Döndür: Çalışma düzlemi çevresinde dönmek için mouse ile sağ tıkla ve basılı tut. Ubuntu ve Mac'te (Apple), modeli döndürmek için mouse’un sol tuşuna basıp sürükleyebilirsin. Bu, 3D modeli her açıdan kontrol etmek için kullanışlıdır.
- Cura Çalışma Düzlemini Yakınlaştır: Modeli yakınlaştırmak veya uzaklaştırmak için mouse’un orta kaydırma tekerleğini kullanabilirsin. Kaydırma tekerleğine sahip bir mouse’un yoksa, bir tane almanı öneririz.
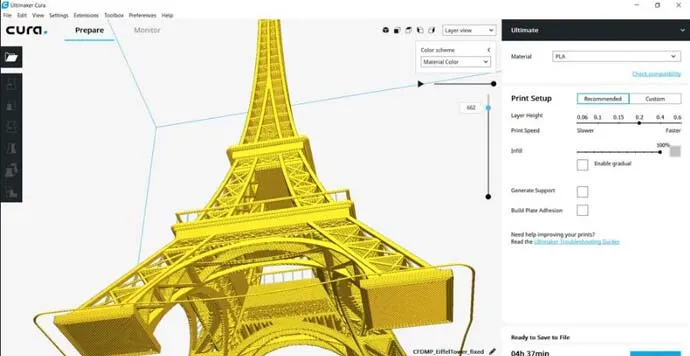
Cura'da Model Görünümleri
Cura'da, modeli görmenin üç temel yolu vardır. Her biri, özellikle baskılarınla ilgili bir sorun çıktığında, farklı nedenlerden dolayı kullanışlıdır.
- Solid (Katı Model): Cura’nın varsayılan görünümüdur ve modelin yazdırıldığında nasıl görüneceği hakkında iyi bir fikir edinmeni sağlar. 3D yazıcının baskı tablası ilgili sana boyut ve şekli gösterir.
- X-Ray: Bu özellik, baskılar yanlış gittiğinde işe yarabilir ve baskının iç yapısını hızlıca görmeni ve tasarımda neyin düzeltilmesi gerektiğini görmeni sağlar.
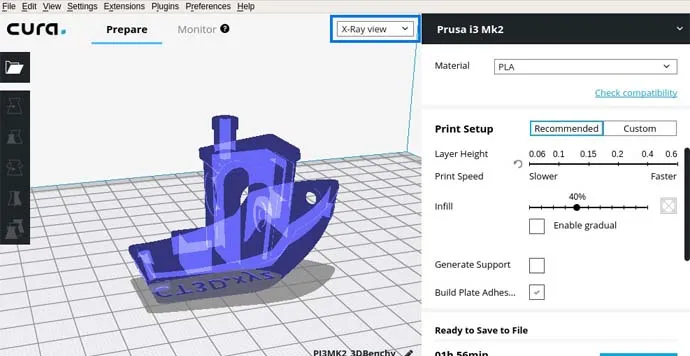
- Layers (Katmanlar): Bir 3D baskı her seferinde belirli bir katmanda başarısız oluyorsa ve baskının bir bölümünün doğru olup olmadığını kontrol etmek istiyorsan, “Layers” yani katmanlar görünümünde modelini kontrol edebilirsin. Modeli oluşturan tüm katmanlara hızlıca bakmak için sağ aşağıda bulunan kaydırma çubuğunu kullanabilirsin. Cura’ya ve 3D yazıcına daha fazla alıştığında bu özellik, fan hızını, katman yüksekliğini veya filament akışını artırmak gibi G-Code ayarları değiştirmek istediğin katmanları tam olarak belirlemek için de kullanışlı olacaktır.
Cura'daki “Tool” yani araç seçeneklerinden herhangi birine tıkladığında, modelin etrafında okların ortaya çıktığını göreceksin. İstediğin yönde değişiklik yapmak için bir oku veya bir halkayı tutman yeterli. Yanlış bir şey yaptığını düşünüyorsan, sadece modele sağ tıklayıp “Reset” yani sıfırla'ya tıklayabilirsin.
3D yazıcın ile aynı modelden birden fazla kopya yazdırmak isteyebilirsin. Model seçiliyken sağ tıkla ve “Duplicate” yani kopyala’yı seç. Cura, 3D modelleri otomatik olarak yeniden konumlandıracaktır. İki veya daha fazla kopya yazdırmak için yeterli alan varsa, baskı tablasındaki tüm modeller sarı olacaktır. Yeterli alan yoksa, baskı tablasına sığmayan model gri renkte gölgelenir.
Cura’nın Ayarlar Paneli
Belki de Cura’nın en önemli kısmı sağdaki ayarlar panelidir. İstediğin baskı kalitesini elde etmek için bu panelde doğru ayarları yapman gerekir.
Cura’nın ayarlar paneli iki bölüme ayrılmıştır. En üstteki bölüm “Printer Settings” yani 3D Yazıcı Ayarları ve sonraki bölüm ise “Print Setup” yani Yazdırma Ayarı’dır.
Cura 3D Yazıcı Ayarları
Bu bölümde 3D yazıcı ve filament seçilir.
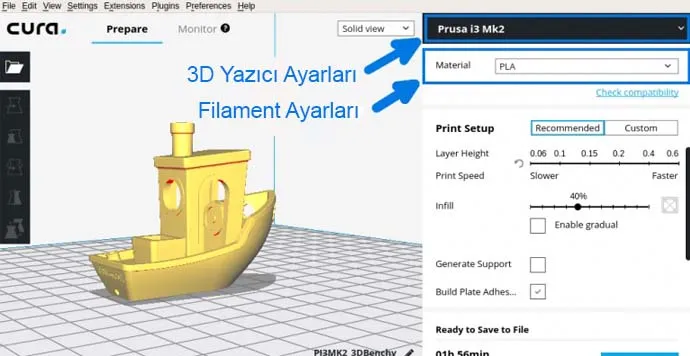
- Printer (3D Yazıcı): Bu, eğitimde belirttiğimiz ilk adımda seçtiğin 3D yazıcıdır. Birden fazla 3D yazıcın varsa, bu yazıcılar için de ayarlanabilir ve açılır menüden seçilebilir.
- Material (Filament): 3D yazıcının kullandığı filamenti hızla seçebilirsin. Bu seçenek, Cura ile uyumlu çalışan önceden ayarlanmış filament özellikleri için geçerlidir. Aksi takdirde kendi 3D yazıcın için düzgün çalışmayabilir.
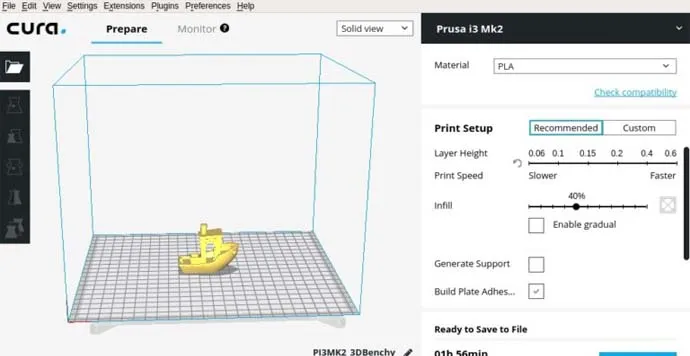
Cura Yazdırma Ayarı
Yazdırma ayarlarında iki seçenek vardır: “Recommended” (önerilen) ve “Custom” (özel).
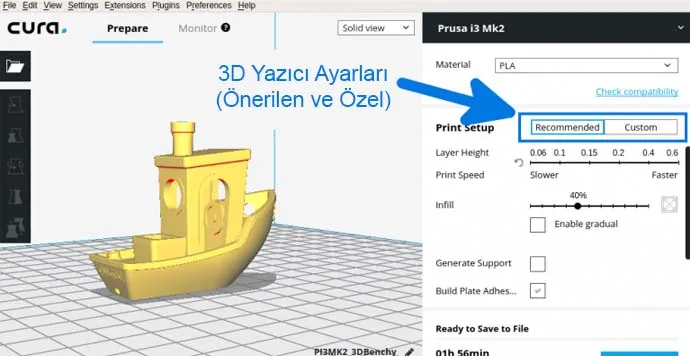
- Recommended (Önerilen): Önerilen yazdırma seçenekleri, 3D yazıcın için Cura dilimleyiciyi ilk yapılandırırken girdiğin ayarlarla hesaplanır. Bu seçenek, 3D yazıcıda baskılara yeni başladığında veya yalnızca yazılım ve 3D yazıcının nasıl iletişim kurduğunu görmek istediğinde iyi bir seçimdir. Seçenekler, önerilen başlığı altında sınırlıdır, ancak kaliteyi, dolguyu, baskı tablasına yapışmasını ve temel destek yapılarını hızlıca ayarlayabilirsin.
- Custom (Özel): 3D yazıcı ile kaliteden hıza kadar kişiselleştirilebilir baskılar almak için baskı ayarlarını değiştirmeni sağlar. Bu bölüme ve seçeneklere biraz sonra bakacağız.
Cura’da Önerilen Ayarlar
Cura Katman Yüksekliği (Layer Height)
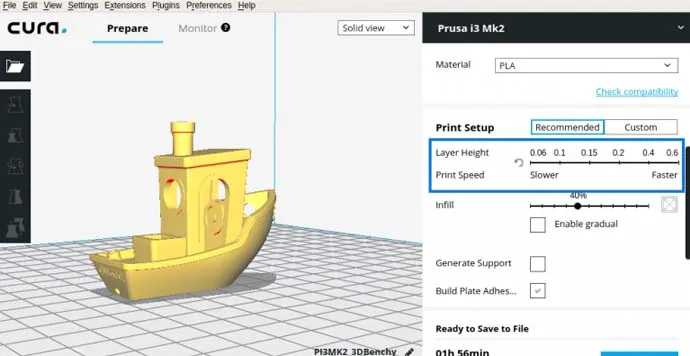
Daha önce belirttiğimiz gibi 3D yazıcılar, malzemeyi katmanları baskı tablasına yığarak modeli oluştururlar. Cura'daki “Layer Height” (Katman Yüksekliği) ayarı, her bir katmanın yüksekliğini kontrol eder. Burada kural şudur: katman yüksekliği ne kadar düşükse, baskı kalitesi o kadar iyidir. Ancak, Katman Yüksekliği için düşük bir değer belirlemenin, baskının orantılı olarak daha uzun üretim süresine sahip olacağı anlamına da gelmektedir. Kalite ve baskı hızı arasında bir denge kurman ve kendi ideal ayalarını seçmen gerekir. Kaliteli bir baskı için 0,1 mm katman yüksekliği iyi bir başlangıç olacaktır.
Cura İç Dolgu Oranı (Infill)

“Infill” (İç Dolgu) ayarı dolgunun kalitesini kontrol eder. %0 olarak ayarlamak, aslında herhangi bir iç dolgu yapısını istemediğin ve modelinin içinin boş olmasını istediğin anlamına gelir. %10 - %40 aralığındaki herhangi bir değer hafif iç dolgu olarak bilinir. %50 - %90 aralığına orta iç dolgu denir. Oranı %100 olarak ayarlarsan modelin yapısına göre en güçlü modeli üretirsin. Hafif iç dolgu oranı, yani %10 - %40 aralığı, güzel bir başlangıç olacaktır.
İç dolgu ayarı %0'ın üstünde bir rakama ayarlandığında, “Enable Gradual” (Kademeli Olarak Etkinleştir) adlı bir onay kutusu karşına gelir. Bu kutunun işaretlenmesi, Cura'nın modelin üst kısmına doğru iç dolgu miktarını kademeli olarak artırmasını sağlar. Bu, iç dolgu için düşük bir değer kullanmana ve hala en iyi kaliteyi elde etmene olanak sağlar. İç dolgu için düşük değerler kullanırken bu kutuyu işaretlemeni öneririz.
Cura Destek ve Yatak Ayarları
Bu ayarlar, senin destek ve tablaya yapışma için gereken ayarlarındır. “Generate Support” (Destek Oluştur) ve “Build Plate Adhesion” (Baskı Tablası Yapışması) başlıklı iki onay kutusu içerir. Bu, 3D yazıcı ile ilk baskın ise, ikisini de açabilirsin. Kural olarak, 3D modelinin baskı tablası ile çok fazla teması varsa, “Build Plate Adhesion” özelliğini kapat. Modelinde çıkıntı 45 dereceyi aşan çıkıntılar yoksa, “Generate Support” seçeneğini kaldırabilirsin.
Cura ile G-Code Oluştur ve Modeli Kaydet
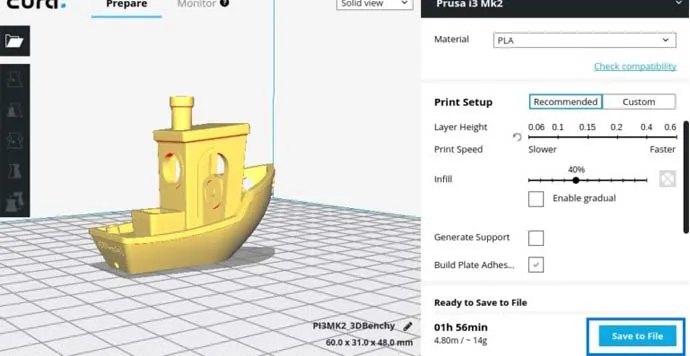
Cura, STL veya OBJ'yi 3D yazıcının ihtiyaç duyduğu G-Code dosyasına dönüştürür. Modelin yazdırılmaya hazır ve yapman gereken tek şey dosyayı Cura'dan bir SD karta aktarmak veya doğrudan 3D yazıcıya göndermek.
- 3D Yazdırma Dosyasını Kaydet: Pencerenin sağ altındaki “Save to File” (Dosyayı Kaydet)’e tıkladığında “Save to SD” (SD Karta Kaydet) veya “Send to Printer” (3D Yazıcıya Gönder) seçeneklerinden birini seçebilirsin.
- 3D Baskı Süresi Tahmini: Cura, 3D yazıcının modeli üretmesi için geçecek sürenin uzunluğu hakkında sana kaba bir
tahminde bulunacaktır. - 3D Baskıyı Başlat: 3D yazıcın bulunduğu kablosuz ağa bağlı ise, uzaktan baskıyı gönder ve arkana yaslanıp 3D yazıcının baskıya başlamasını seyret. G-Code’u SD karta kaydedersen, SD kartı bilgisayarından çıkar ve 3D yazıcının ilgili yerine tak. “Print”i seç, model dosyasını seç ve bastır!
Cura’da Özel Ayarlar
Önerilen Cura ayarlarının kullanılması sadece 3D baskı için bir başlangıçtır. Cura’nın standart ayarları sana düzgün baskılar verecektir, ancak sık sık bazı belirli 3D yazıcı sorunları ile karşılaşabilirsin. Örneğin, 3D baskının yüzeyini beğenmeyebilirsin. Bazı durumlarda, modelin dış yüzeyin “Z-Seam” olarak da bilinen aşırı ve taşmış malzeme hattı içerebilir. 3D yazıcının nozzle’ı ekstrüderin hareketi sırasında malzeme sızdırıyor olabilir ve bulunmaması gereken yerlerde erimiş filament parçaları bırakıyor olabilir. Cura'da basit önerilen veya hazır ayarları kullanırken karşılaşabileceğin; baskı hızının yavaşlığı, üretilen modelin yeterince dayanıklı olmaması, ilk katmanın bükülmüş olması gibi sorunlar olabilir.
Bu sorunların tümü Cura'daki “Custom” (Özel) ayarlar panelinin yardımı ile çözülebilir. Bu nedenle, Cura'daki özel ayarlar paneline hakim olup, belirli sorunları gidermek ve mümkün olan en iyi baskı kalitesini elde etmek için bu ayarları nasıl değiştireceğinizi bilmelisin.
Ayarlar panelindeki “Custom (Özel) sekmesine tıklayarak Cura’nın özel ayarlarına erişilebilirsin. Bu, Quality (Kalite), Shell (Kabuk), Infill (İç Dolgu), Material (Malzeme/Filament), Speed (Hız), Cooling (Soğutma), Support (Destek), Build Plate Adhesion (Baskı Tablasına Yapışma) ve Special Modes (Özel Modlar) olmak üzere 9 bölüme ayrılan özel ayarları gösterecektir. Her bölüm, altlarında birkaç ayar içerir.
Ancak, her bölümde gördüğün Cura ayarlarının, gerçekten değiştirebileceğin ayarların sadece küçük bir bölümü olduğunu unutma. Pek çok ayar varsayılan olarak görünmemektedir.
Cura'da Gizli Ayarları Etkinleştir
Cura’da gizli ayarları görmek için yapman gerekenler: Bir ayar bölümünün başlığının yanındaki dişli simgesine tıkla. Daha sonra karşına bir pencere gelecektir. Bu pencere tüm özel ayarları gösterir. Burada yaklaşık 150 farklı ayar vardır, ancak endişelenme. En yaygın sorunları çözmek için bunlardan sadece birkaç tanesini kullanman gerekecek.
Gizli ayarlardan birini görünür yapmak için, o ayara karşılık gelen onay kutusunu işaretle ve ardından pencereyi kapat. Bundan sonra, bu ayar “Custom” (Özel) ayarlar panelinde görünür olacaktır.
Aşağıdaki bölümlerde, Cura’nın en önemli “Custom” (Özel) ayarlarına göstereceğiz ve bunları baskı kalitesini iyileştirmek ve yaygın 3D yazıcı sorunlarını çözmek için nasıl kullanabileceğini açıklayacağız. Burası işlerin gerçekten ilginç hale geldiği yer, bu yüzden dikkatlice okumanı tavsiye ediyoruz.
Cura'da Genel Baskı Kalitesi
Bu ayar, “Recommended” (Önerilen) ayarlarda “Layer Height” (Katman Yüksekliği) ayarının aslında bir benzeridir.
Katman Yüksekliği ayarı, Cura'da modelin her bir katmanın yüksekliğini (mm olarak) kontrol eder. Buradaki kural şudur: katman yüksekliği ne kadar küçükse, baskı kalitesi o kadar iyidir. Ancak, katman yüksekliğinin küçük girilmesi, baskının orantılı olarak daha uzun sürede üretilmesi anlamına gelir. Kalite ve baskı hızı arasında bir denge kurman ve kendi orta noktanı bulman gerekiyor.
Cura’da Duvar veya Kabuk Kalitesi
Cura’daki Shell (Duvar veya Kabuk) başlığı altında bulunan bu ayarlar 3D baskının dış yüzeyi ile ilgilidir.
Duvar Kalınlığı (Wall Thickness)
Bu bölümdeki en önemli ayar “Wall Thickness” (Duvar Kalınlığı)’dır. Duvar Kalınlığı, dış duvarların toplam kalınlığını ayarlar (üst veya alt duvarları değil). Bu değer, 3D yazıcının nozzle çapının tam sayı katı olmalıdır. Örneğin, 3D yazıcının nozzle çapı 0.40 mm ise ve Duvar Kalınlığını 3 kat (1.20 mm) olacak şekilde seçtiysen, 3D yazıcı 3 duvar (her duvar 0.40 mm kalınlığında) olacak şekilde basacaktır.
Genel olarak, nozzle çapının 2 veya 3 katı bir Duvar Kalınlığı yeterlidir. Daha yüksek bir değer daha sağlam bir model olmasını ve sıvı sızıntı olasılığını azaltacaktır. Düşük bir değer ise baskı süresini ve filament maliyetlerini önemli ölçüde azaltacaktır.
Yatay Genleşme (Horizontal Expansion)
Bütün plastikler soğudukça büzülür. PLA filament gibi bazı plastikler sadece biraz küçülürken, Naylon veya ABS gibi filamentler çok fazla büzülür. Hassas ölçülerde üretimde büzülme nedeniyle üretilen modelin, asıl CAD modelinin ölçümünden daha küçük olabilir. “Horizontal Expansion” (Yatay Genişleme) ayarı, plastik soğurken küçüldüğünde meydana gelen boyuttaki değişimi telafi etmek için 3D modelinin boyutunu X-Y yönünde ayarlamanı sağlar.
Yatay Genişleme, varsayılan olarak gizlenmiş olan Cura ayarlarından biridir. Bu nedenle, daha önce bahsettiğimiz prosedürü izleyerek bunu etkinleştirmen gerekiyor. Etkinleştirildiğinde, “Shell” (Duvar veya Kabuk) ayarları altında görünecektir.
Pozitif bir Yatay Genişleme değeri, modelinin boyutlarına ekleme yapılmasını sağlar. Basılı modelin beklenenden daha küçük olması büzülmeden kaynaklı olduğu için pozitif bir değer kullanmalısın.
Negatif bir Yatay Genişleme değeri, modelinin boyutlarını azaltır. Basılı modelin beklenenden daha büyük olduğunda negatif bir değer kullanabilirsin.
Z-Seam Hizalama (Z-Seam Alignment)
Bazen, 3D yazıcı her katmanın başında model yüzeyinde bir iz bırakır. Bu işaretlerin tümü hizalandığında, 3D modelin dış duvarında belirgin bir çizgi oluşturur. Bu çizgiye “Z-Seam” denir. “Z-Seam Alignment” (Z-Seam Hizalama) ayarı, 3D model yüzeyinde bu çizginin nerede görüneceğini seçmene izin verir veya çizgiden tamamen kurtulmanı sağlar.
Z-Seam Hizalama ayarı varsayılan olarak da gizlidir. İlk önce, Cura'daki “Shell” (Duvar veya Kabuk) ayarlarında görünecek şekilde etkinleştirmelisin.
Z-Seam Hizalama Seçenekleri
Z-Seam Hizalama ayarı için dört seçenek vardır: Shortest (En Kısa), User Specified (Kullanıcı Tarafından Belirlenmiş), Sharpest Corner (En Keskin Köşe) ve Random (Rastgele).
- Shortest (En Kısa): Cura’nın varsayılan değeridir. Seçildiğinde, Cura dilimleme yazılımı, 3D yazıcıya önceki katmanın son noktasından yeni bir katman yazdırmaya başlamasını söyler. Bu genellikle duvarda görünecek iz oluşmasına neden olur. Bu yüzden, bu seçimden kaçınılmalıdır.
- User Specified (Kullanıcı Tarafından Belirlenmiş): Kullanıcı tarafından belirlenen Z-Seam Hizalama ayarı, tam olarak model yüzeyinde nerede görünmesini istediğini belirlemeni sağlar. Bu ayar ile Z-Seam X ve Z-Seam Y olarak X-Y koordinatları için ayar yapılabilir.
- Sharpest Corner (En Keskin Köşe): Bu seçenek ile 3D yazıcıya her katmanı model yüzeyindeki en keskin köşeden basmaya başlamasını söyleyebilirsin. Keskin olması nedeniyle bir köşe birçok durumda Z-Seam'i görünmez yapabilir. Ancak modelinde keskin köşeler yoksa, bu seçenek çok kullanışlı olmayacaktır.
- Random (Rastgele): Z-Seam Hizalama’sını Rastgele'ye ayarlamak her katmanı rastgele bir konumda başlatır. Bu, Z-Sean’in tamamen ortadan kaldıracak, ancak baskı kafası ekstrüderin her katman arasında yeni bir pozisyona geçmek için ek süreye sebep olacak ve baskı süresini uzatacaktır.
Duvarlar Arası Boşlukları Doldur (Fill Gaps)
Bazen Cura ile ince duvarlar yazdırdığında, duvarın içi ile dışı arasındaki alanlar doldurulmaz. Bu, duvarın genişliği 3D yazıcı nozzle ucu çapının arasında bir değerde olduğundan kaynaklı olabilir. Cura, modelin o kısmına çok fazla plastik koymaktan kaçınmak için iç ve dış duvarları dolgusuz bırakır, ancak bu baskıda boşluklar oluşmasına neden olur. “Fill Gaps Between Walls” (Duvarlar Arasındaki Boşlukları Doldur) ayarı, Cura'nın bu boşlukları doldurmasını sağlar.

Duvarlar Arasındaki Boşlukları Doldur ayarı da varsayılan olarak gizlidir. İlk önce, Shell ayarları altında görünecek şekilde etkinleştirmelisin.
Bu ayar için iki seçenek vardır: “Everywhere” (Her Yerde) ve “Nowhere” (Hiçbir Yerde). Hiçbir Yerde seçilmediğinde, Cura boşlukları doldurmaz. Her Yerde’yi seçtiğinde Cura, baskının duvarlarındaki boşlukları dolduracak ve modelinin dış kabuğunu mümkün olduğunca güçlü hale getirecektir.
Alternatif Ekstra Duvarlar Ayarı (Alternate Extra Walls)
Daha önce, duvar kalınlığını artırarak bir modeli nasıl daha güçlü ve daha dayanıklı hale getirebileceğini göstermiştik. Ancak, duvar ne kadar kalın olursa, onu basması o kadar uzun sürecektir. Cura, “Alternate Extra Walls” (Alternatif Ekstra Duvarlar) ayarı ile duvar kalınlığı ve baskı hızı arasında dengeyi kurar. Bu ayar etkinleştirildiğinde, Cura diğer tüm katmanlara bir ekstra iç kabuk ekler. Örneğin, 3D baskının duvar kalınlığı iki nozzle çapı boyutu kadar ayarlanmışsa, Alternatif Ekstra Duvarlar, her tek numaralı katmana ekstra bir nozzle çapı kadar duvar ekleyecektir.
Bu ayarı etkinleştirmek için önce “Shell” (Duvar veya Kabuk) ayarları altında görünür yapman gerekir. Ardından bu ayara karşılık gelen onay kutusunu işaretleyebilirsin.
Duvar Hızı Ayarı (Wall Speed)
Modelin yüzey kalitesinden hala memnun değilsen, yapabileceğin bir seçenek daha var. “Speed” (Hız) bölümünün altında “Wall Speed” (Duvar Hızı) adında gizli bir ayar bulunur. Bu ayar, duvarları yazdırırken 3D yazıcı kafası ekstrüderin hareket hızını kontrol eder.
“Inner Wall Speed” (İç Duvar Hızı) ve “Outer Wall Speed” (Dış Duvar Hızı) için iki ayrı ayar vardır. Varsayılan dış duvar hızı 30 mm/s'dir. Dış duvar hızını varsayılan değerden biraz daha düşük ayarlamak (10 mm/sn'lik adımlarla azaltmayı dene) modelin yüzeyini iyileştirebilir. Tabii ki dış duvar hızını düşürmek, daha uzun baskı süreleri anlamına gelmektedir.
Cura’da İç Dolgu Deseni
Infill Pattern (İç Dolgu Deseni), varsayılan olarak Cura dilimleyicide ızgara başına bir dolgu oluşturur ve her katman için çapraz yönde yazdırır. Bu, çok fazla malzeme tüketmeden makul bir güçlü yapı sağlar. Aynı zamanda baskı süresi açısından en hızlı seçeneklerden biridir.
Bazı özel uygulamalarda, varsayılan desen en iyi olmayabilir. Bu gibi durumlarda Cura, aralarından seçim yapabileceğin çeşitli dolgu desenleri sunar.

Cura iç dolgu desenini değiştirmek için, gizli olan “Infill Pattern” (İç Dolgu Deseni) ayarını etkinleştir. 13 farklı desen seçeneği önüne gelecek. Önemlilerinden bazıları:
- Grid (Izgara): Her tabakadaki her iki çapraz yönde çizgileri olan ızgara şeklinde bir dolgu oluşturur.
- Lines (Çizgiler): Her ızgara için bir çapraz yönde basılarak ızgara şeklinde dolgu oluşturur.
- Triangles (Üçgenler): Üçgen şekilli bir dolgu deseni oluşturur.
- Cubic (Kübik): Eğik küplerin 3 boyutlu dolgusunu oluşturur.
- Tetrahedral: Piramit şekillerde 3 boyutlu dolgu oluşturur.
- Concentric (Konsantrik): Bu dolgu deseninde, modelin dışarısından ortasına doğru yazdırılır. Bu şekilde dolgu hatları,
baskının duvarlarından görünmez. - Concentric 3D (3 Boyutlu Konsantrik): Dolgu, tüm baskıya eğimli olarak dışarıdan modelin ortasına doğru yazdırılır.
- Zig Zag: Sürekli olarak bir çapraz yönde basılan, ızgara şeklinde bir dolgu oluşturur.
İç Dolgu Desenleri Nasıl Seçilir?
Cura dilimleyicisindeki iç dolgu desenini seçerken göz önünde bulundurman gereken başlıca faktörler şunlardır:
- Üretilecek parça mekanik amaçlarla kullanılacak mı?
- Üretilecek parça büyük bir üst yüzeye sahip mi?
Üretilecek model mekanik bir parça olarak kullanılmayıp, daha çok estetik amaçlar için kullanılacaksa, hiçbir iç dolgusu olmadan da üretim yapabilirsin. Bununla birlikte, aynı modelin büyük bir üst yüzeyi varsa, bu büyük yüzeyin yazdırılıp kapatılması için biraz destek gerekir. Bu gibi durumlarda, en iyi iç dolgu seçimi Concentric (Konsantrik)’tir. Bu desen, minimal malzeme kullanır ve basılması en hızlı olanıdır. Aynı zamanda, üst yüzey için yeterli desteği sağlar.
Modeli mekanik amaçlar için kullanmayacak olsan bile makul bir güce sahip olmasını istiyorsan, en iyi seçenek Grid (Izgara), Lines (Çizgiler) veya Triangles (Üçgenler) gibi bir 2D desen seçmektir. “Lines” (Çizgiler) en az miktarda mukavemet sağlar, ancak çok fazla malzeme tüketmez ve hızlıca yazdırılır. “Grid” (Izgara) daha fazla malzeme tüketir, daha yavaştır, ancak daha fazla güç sağlar. “Triangles” (Üçgenler) büyük güç ve yüksek yanal yük sağlar. Duvarın güçlü, uzun veya ince olması gerektiğinde bu iç dolgu desenini kullanabilirsin.
Üretilecek model mekanik amaçlar için kullanılacaksa, en iyi seçenek “Cubic” (Kübik) veya “Tetrahedral” gibi bir 3D dolgu deseni kullanmaktır. Cura'daki bu kalıplarla mükemmel iç destek ve izotropik mekanik özelliklere sahip olursun.
Cura’da Genel Baskı Hızı
3D yazıcılar, fotokopi makineleri gibi anında çıktı veremezler. Standart bir kahve fincanı gibi basit bir model yazdırmak birkaç saat sürebilir. Uzun baskı süreleri zaman zaman çok sinir bozucu olabilir. Bu nedenle Cura dilimleme yazılımı, sadece “Print Speed” (Baskı Hızı) olarak adlandırılan “Overall Print Speed” (Genel Baskı Hızı)’nı kontrol etmek için duvarların, dolgu deseninin, destek yapılarının baskı hızını kontrol etmek için birkaç ayar sunar.
Baskı Hızı Ayarı
Cura’nın “Print Speed” (Baskı Hızı veya Yazdırma Hızı) ayarı “Custom” (Özel) ayarların “Speed” (Hız) bölümünde bulunur. Bu ayar, 3d yazıcı yazdırma kafası ekstrüderin yazdırma sırasında hareket ettiği hızı ifade eder. Varsayılan değer 60 mm/sn'dir.
Yazdırma süresini azaltmak için bu hızı artırman yeterlidir. Ancak, baskı hızını arttırmanın başka parametreleri de etkilediğini ve buna göre de bazı detaylı ayarlamaları yapman gerektiğini unutma.
- 3D yazıcı kafası ekstrüder daha hızlı hareket ettiğinde filamentin nozzle’dan çıkması için yeterli zamanda erimesine vakit yeterli olmayabilir. Bu, genellikle kırılgan yapıya sahip modellerin üretilmesine yol açar. Bu sorunu, ekstrüderin sıcaklığını artırıp, plastiğin uygun şekilde eritilmesi ile çözebilirsin.
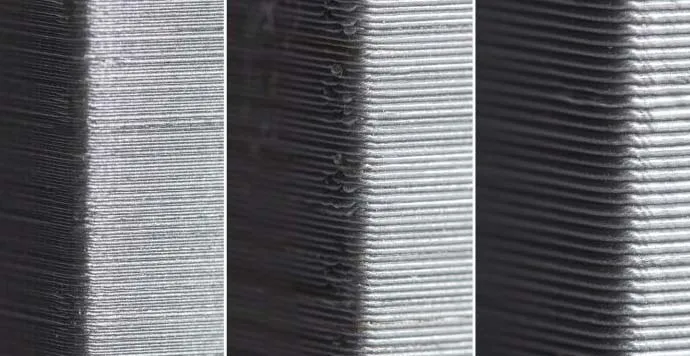
- Baskı hızının artırılması, 3D yazıcı kafasının titremesine ve dengesiz baskılara neden olabilir. Üretilen modelin yüzeyinde dalgalanmalar oluşabilir. Bu nedenle, daha hızlı baskı hızları genellikle kaliteden ödün vermenin bedelidir.

Cura’da En İyi Baskı Hızı
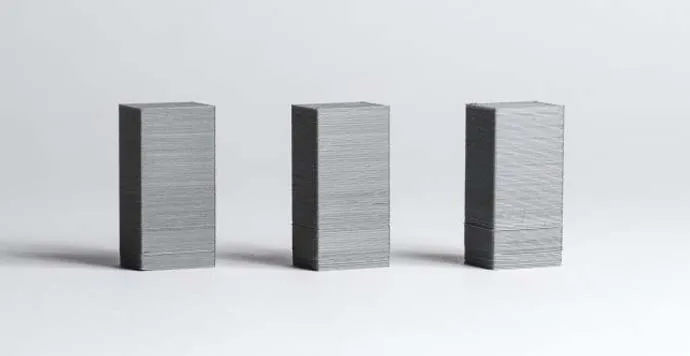
Cura'da optimum baskı hızını bulmak için, genellikle 5 mm/sn'lik adımlarla hızı artırma ile denemeler yapabilirsin. Örneğin, 65 mm/sn baskı hızı ile bir üretim yap. Sonucu beğendiysen, hızı 70 mm/sn'ye çıkar. Artışlardan sonra, baskı kalitesi kabul edilemez hale gelecektir. Daha sonra bu baskı kalitesi düşük noktanın 5 mm/sn altında olan baskı hızı en iyisi olacaktır.
Baskı kalitesini düşürmeden baskı hızını artıramıyorsan, “Infill Speed” (İç Dolgu Hızı)’nı artırabilirsin. İç dolgu hızı gizli bir ayardır, bu yüzden önce onu görünür yapmalısın. Bu ayar, modelin diğer parçalarının baskı hızını etkilemeden iç dolgunun yazdırılma hızını kontrol eder. İç dolgu görünmez olduğundan, dolgunun kalitesi o kadar önemli değildir ve baskı süresini de aynı şekilde azaltır.
Bazı durumlarda, baskı hızını azaltman gerekebilir. Ayrıntılı modeller yazdırıyorsan, daha düşük bir yazdırma hızı ile ayrıntıları daha doğru şekilde üretebilirsin. Ayrıca, 3D dilimleyicide genellikle daha düşük baskı hızı ayarları gerektiren PETG veya esnek filamentler de vardır.
Baskı hızını yavaşlatmak için, sadece “Print Speed” ayarının değerini azalt. Filament üreticileri genellikle kendi filamentleri için “önerilen baskı hızı”na sahiptir. Çok ayrıntılı modeller için, baskı hızını 10 mm/sn azaltarak yazdırmaya başla, ardından gerektiği gibi 5 mm/sn'lik artışlarla artırıp azaltabilirsin.
Cura’da Soğutucu Fan Hızı
Baskı tablasına serilmiş filament soğuyana kadar şekil değiştirebilir. Bu nedenle birçok 3D yazıcı, bu işlemi hızlandırmak ve malzemeyi katmanlara sererken sertleştirmek için soğutma fanları kullanır. İyi bir soğutma sistemi, yeni ve sıcak bir katman serilirken son katın bozulmasını da önler.
Cura, ilk katman hariç, varsayılan olarak soğutmayı açar. İlk katmanda soğutma kullanılmaz, çünkü bu modelin baskı tablasına yapışmasını zorlaştırır. Diğer tüm katmanlar soğutma açıkken yazdırılabilir.
Soğutma fanını açtığında nozzle, plastiği eritmek için gereken sıcaklığa ulaşamayabilir. Bu aşırı soğutma durumundan veya soğutucu fanın nozzle’a doğru üflemesinden kaynaklanabilmektedir. Bu sorunla karşılaştığında 3D yazıcı ekranında, nozzle’ın istenen sıcaklığa ulaşamadığını göreceksin.
Cura, aşırı soğutma sorunu ile karşılaşmamak için “Fan Speed” (Fan Hızı) ayarı sunar. Bu, “Cooling” (Soğutma) bölümünün altında gizli bir ayardır. Her zamanki gibi, ilk önce 3D dilimleyicinde bu ayarı görünür hale getirmelisin.
Bu ayarın değeri, fanın maksimum hızının yüzdesi olarak ayarlanır. %80 olarak değiştirerek yazdırmaya başla. %20'nin altındaki değerler için fanlar dönmeyecektir.
Soğutmayı Devre Dışı Bırak
Naylon, Polikarbonat (PC) ve PETG gibi bazı filamentlerin hala havada basılması gerekir. Bu malzemeler soğutulduğunda çok büzülür. Bu malzemelerle baskılar alınırken soğutma fanı etkinleştirilirse, model beklenmedik şekillerde kalkma yapar ve katmanlarda çatlaklar oluşur.
Bu filamentler ile model yazdırılırken Cura'da soğutmayı kapatman gerekir. “Cooling” (Soğutma) bölümünün altındaki “Enable Print Cooling” (Soğutmayı Etkinleştir) ayarında onay kutusundaki işareti kaldır. Bunu yaptığında Cura soğutmayı kapatır.
Cura’da Minimum Katman Süresi
Çok küçük baskılar için bir katman o kadar hızlı basılır ki, bir sonraki katman yazdırılmadan önce fanların soğutmak için yeterli zamanı kalmaz. Bu nedenle, küçük katman bir sonraki katmanın ısısına bağlı olarak bükülür.

Cura dilimleyicideki “Minimum Layer Time” (Minimum Katman Süresi) ayarı bu sorunun çözülmesine yardımcı olabilir. Bu, “Cooling” (Soğutma) bölümünün altındaki gizli bir ayardır. Bu ayar sayesinde çok küçük tabakaları soğutmak için soğutma fanına daha fazla zaman tanırsın. Bu ayarın değeri, bir katmanın yazdırılması için minimum süredir. Çok küçük katmanlar için Cura, yazdırma hızını yavaşlatır. Böylece ekstrüder, katmanın yazdırılması için daha yavaş hareket eder.
Bu ayar için varsayılan değer 5 saniyedir. Bozulmuş küçük katmanlarla karşılaşıyorsan, 10 saniyeye yükselterek baskıya başla, ardından gerektiği gibi 5 saniyelik artışlarla ayarı değiştir.
Cura’da Baskı Tablası Ayarı
Plastikler basıldığında ilk önce hafifçe genişler, ancak soğudukça büzülür. Malzeme çok fazla daralırsa bu, modelin baskı yatağından ayrılmasına / kalkmasına ve yukarı doğru bükülmesine neden olur. Bu olaya “Warping” (Çarpılma) denir. Bazı malzemeler diğerlerinden daha fazla büzülür (örneğin, ABS, PETG, PC veya Naylon, PLA filamentten daha fazla büzülme gösterir).

Cura, bükülmeyi önleyen bazı ayarlar sunar. Bunlardan en önemlileri, “Build Plate Adhesion” (tablaya Yapışma) bölümünün altında bulunan “Build Plate Adhesion” (tablaya Yapışma Türü) ayarıdır. Bu ayar için üç seçenek vardır; Skirt, Brim ve Raft.
Skirt, Cura'da varsayılan bir seçenektir. Ekstrüderin hazırlanmasına yardımcı olan ilk katmandaki baskının etrafındaki çizgidir.

Ciddi bir kalkma ile karşı karşıyaysan, diğer seçeneklerden Brim veya Raft’ı tercih edebilirsin.
Brim’i seçtiğinde Cura, modelin çevresine, baskı soğurken çekme kuvvetlerine dayanan, tek katmanlı, düz bir alan yaratır. Kenar sadece tek bir katman kalınlığında olduğu için, baskı bittiğinde kolayca çıkarılabilir.

Bazı malzemeler veya modeller için, Brim özelliği modelin kalkmasını engelleyemeyebilir. Bu gibi durumlarda, Cura ayarlarında Raft seçeneği önerilir. Raft, ısının eşit dağılmasını sağlamak için model ve baskı tablası arasına kalın bir ızgara yapı ekler. Bir modelin tabanı tamamen düz olmadığında veya endüstriyel filamentler (ABS, PETG, Naylon ve PC filament gibi) ile baskılar alınırken tercih edilir.

Tablaya Yapışma Türü bölümü, bükülmeyi önlemeye yardımcı olabilecek tek bölüm değildir. İşte sana yardımcı olabilecek diğer bazı Cura ayarları:
- Daha kalın bir ilk katman çoğu zaman yapışmayı kolaylaştırır. “Initial Layer Height” (İlk Katman Yüksekliği) ayarını değiştirerek ilk katmanı daha kalın yapabilirsin. Bu, Cura dilimleyicisindeki “Quality” (Kalite) bölümünün altındaki gizli bir ayardır. Değeri, “Layer Height” (Katman Yüksekliği) olarak seçtiğinden ve daha yüksek bir sayı girdiğinden emin ol.
- Malzeme nozzle’dan ayrılıp baskı tablasında sabit kalmak yerine, ekstrüder ile birlikte sürüklenebiliri. Bu nedenle, ilk katman hızını çok yüksek ayarlamamak önemlidir. İlk katmanın hızını yavaşlatmak için, önce “Speed” (Hız) bölümünün altındaki “Initial Layer Speed” (İlk Katman Hızı) adı verilen ayarı görünür hale getir. Sonra hızı varsayılan değerden daha düşük bir değere ayarla.
- Cura'da modelin tablaya daha iyi yapışmasına yardımcı olabilecek “Number of Slower Layers” (Yavaş Katman Sayısı) adı verilen başka bir ayar vardır. Bu ayar alt katmanların yazdırılmasını yavaşlatır ve 3D yazıcının ayarlanan baskı hızına ulaşması için katman sayısını tanımlar. “Initial Layer Speed” (İlk Katman Hızı)’na ve “Print Speed” (Yazdırma Hızı)’na bağlı olarak hız, Yavaş Katman Sayısı ayarında belirtilen katman sayısına göre doğrusal olarak eğilir. Daha yüksek bir değer, modelin yataktan kalkma olasılığını azaltacaktır, ancak bu ayar yazdırma süresini de önemli ölçüde artırabilir.
- Daha önce bahsettiğimiz gibi, optimum baskı tablasına yapışmayı sağlamak için ilk baskı katmanı için baskı kafası soğutma fanları genellikle kapatılır. Cura, ilk kat için hiçbir fandan belirli bir yükseklikte maksimum güce kadar, fanı kademeli olarak açan “Regular Fan Speed At Height” (Yükseklikte Düzenli Fan Hızı) adı verilen başka bir ayar sunar. Bu ayar, Yavaş Katman Sayısı'na eşittir, ancak soğutma için geçerlidir. Bu gizli bir ayardır, bu yüzden görünür yapman gerekiyor. Varsayılan değerden biraz daha yüksek bir değer deneyip ve baskı tablasına yapışmasını iyileştirebilirsin.
Yanlış yatak kalibrasyonu, eğik baskı tablası veya yetersiz ısıtılmış baskı tablası gibi birçok nedenden dolayı bükülme olabilir. Bu sorunlardan bazıları Cura dilimleyici kapsamında düzeltilemeyebilir. Bu nedenle, Cura ayarlarıyla uğraşmadan önce bu sorunları çözdüğünden emin olmalısın.
Cura’da Üst ve Alt Katman Kalınlığı
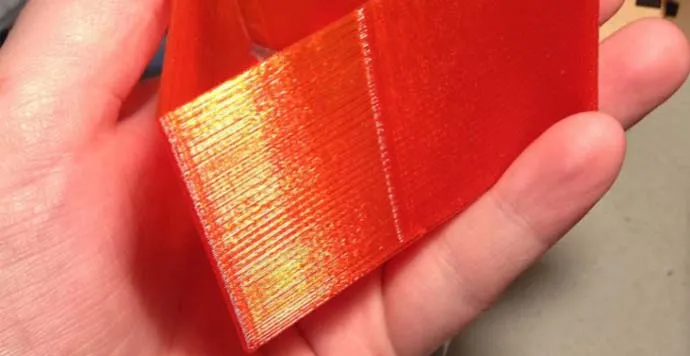
Bazen, modelin üst yüzeyi tamamen kapanmaz ve tümsekler ile boşluklar meydana gelir. Buna “Pillowing” yani kabarma denir. Bu sorun genellikle yanlış “Shell” (Duvar), “Cooling” (Soğutma) veya “Quality” (Kalite) ayarlarından kaynaklanır. Cura dilimleyici ayarlarını değiştirerek bu sorunu çözebilirsin.
Kabarma, “Shell” (Duvar veya Kabuk) bölümünün altındaki gizli ayar olan “Top/Bottom Thickness” (Üst/Alt Kalınlık) ayarının değiştirilmesi ile düzeltilebilir. Cura'daki diğer gizli ayarlarda olduğu gibi, Shell bölümündeki bu ayarın görünmesi için onu etkinleştirmen gerekir.
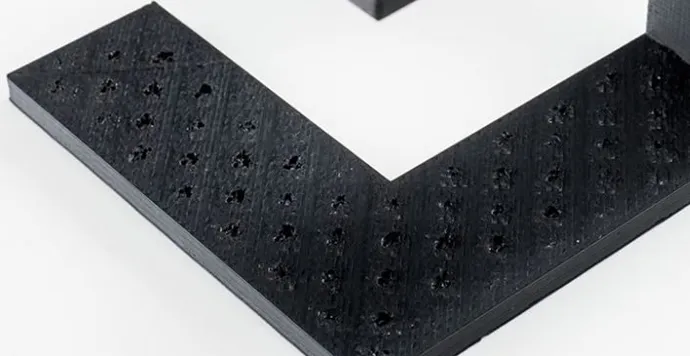
Düzgün bir üst yüzey oluşturmak için yeterince kalın bir üst katman kullanmak önemlidir. Üst kısım çok ince olduğunda, içinde delik bulunan bir yüzey elde edersin. Bunu düzeltmek için, sadece “Top Thickness” (Üst Kalınlık)’ı arttır. Önerilen kalınlık, tabaka yüksekliğinin altı katıdır. Bu nedenle, katman yüksekliğin 0,1 mm ise, üst kalınlık en az 0,6 mm veya daha fazla olmalıdır.
Ancak, üst yüzeyde oluşan kabarma sorununun tek faktörü bu değildir. Bazen çok az soğutma da bu soruna neden olabilir. Plastik düzgün bir şekilde soğumazsa, iç dolgu hatlarının geçtiği yerlerde erimiş filament biraz aşağı sarkabilir veya kıvrılabilir. Bu, üzerine yerleştirilmesi gereken bir sonraki katman için düz olmayan bir yüzeyin oluşturulması anlamına gelir. Bu da üst yüzeyde kabarmalara neden olur.
Bu nedenle üst kalınlığın arttırılması sorunu çözmezse, “Cooling” soğutma bölümündeki fan hızını arttırmayı dene. Özellikle daha ince tabakaların kıvrılma eğiliminde olduğu görülmektedir. Bu nedenle, katman yüksekliğini arttırmaya yardımcı olabilir.
Cura’da İpliklenme Sorununu Gider
Modelde ipliklenmeler başka bir yaygın 3D yazıcı sorunudur. Bazen, modelinde hiç olmaması gereken yerlerde plastik iplikler bulunur. Bu sorun tipik olarak ekstrüderin, erimiş filamentin ittirilmeyeceği kısımlarda bir noktadan diğerine hareket ederken plastiğin yer çekimi ve basınç farkından dolayı sızmasından dolayı meydana gelir.

Cura veya herhangi bir 3D dilimleyici ile iplik sorunundan kurtulmak için en bariz çözüm “Retraction” (Geri Çekme)’yi açmaktır. Geri çekme, baskı kafası ekstrüderin uzun mesafe hareketlerinde ekstrüder tarafından filamentin bir miktar geri çekilmesi anlamına gelir. Bu, filamentlerin sızmasını etkili bir şekilde önler. Geri çekmeyi etkinleştirmek için, “Material” (Malzeme) bölümünün altında “Enable Retraction” (Geri Çekmeyi Etkinleştir) onay kutusuna tıkla. Kutunun işaretlendiğinden ve “Default” (Varsayılan) olarak ayarlandığından emin ol.
Ancak, bu ayarın etkinleştirilmesi genellikle iplik sorununu tamamen durdurmak için yeterli değildir ve bu sorundan tamamen kurtulmak için baskı sıcaklığını ve baskı hızını ayarlaman da gerekebilir.
Cura'da İpliklenme için Baskı Sıcaklığı ve Baskı Hızı Ayarı
Baskı sıcaklığı, filament sızıntısı söz konusu olduğunda büyük bir rol oynar. Sıcaklık çok yüksekse, filament daha sıvı halde olur ve nozzledan damlamaya eğilimlidir. Bu nedenle, baskı sıcaklığının azaltılması ipliklenme sorununu azaltmada etkili olabilir. “Printing Temperature” (Baskı Sıcaklığı) ayarını “Material” (Malzeme) bölümünün altında bulabilirsin. Tam olarak hangi sıcaklığı kullanacağın filament türlerine göre değişir. En iyi sonuçları elde edene kadar baskı sıcaklığını 10 derecelik adımlarla azaltmayı dene.
Baskı sıcaklığını düşürdüğünde, filamentin ekstrüderden ittirilememe olasılığını unutma. Daha önce, baskı sıcaklığı ve baskı hızı arasındaki bağlantıdan ve en iyi sonuçlar için nasıl birlikte ayarlanması gerektiğinden bahsetmiştik. Bu nedenle, baskı sıcaklığını düşürdüğünde, baskı hızını da uygun şekilde düşürdüğünden emin ol.
Ayrıca, “Speed” (Hız) bölümü altındaki “Travel Speed” (Hareket Hızı)’nı arttırmak da bu sorunu gidermeye yardımcı olabilir. Bu şekilde baskı kafası ekstrüder biraz daha hızlı hareket eder ve erimiş malzemenin ekstrüderin hareketi sırasında nozzleden damlaması daha az olur. Çoğu baskıda 200 mm/sn'lik hareket hızı iyi olabilir.
Cura Destek Ayarları (Supports)
Birçok 3D modelin çıkıntıları vardır. Bu modelleri başarılı bir şekilde yazdırmak için ek destek yapılarına ihtiyaç olabilir. Cura, bu destek yapılarını çoğu durumda otomatik olarak oluşturabilir. Yazdırma işlemi tamamlandığında, destek yapıları modelden manuel olarak ayrılarak çıkarılabilir.
Destek yapıları kullanırken en sık karşılaşılan üç sorun:
- Destek yapısı doğru şekilde yerleştirilmiş mi ve yazdırma işlemi sırasında gerekli dengeyi sağlayacak kadar güçlü mü?
- Destek yapısı daha sonra kolayca çıkarılabilir mi?
- Destek yapısı çıkıntılı parçaların yüzeyini bozuyor mu?
Cura, “Custom Settings” (Özel Ayarlar)'ın “Support” (Destek) bölümünde, bir dizi destek yapısı ile ilgili ayarlar sunar. Bu ayarları kullanarak, gerekli kararlılığı sağlayan, çıkarılması zor olmayan ve modelin yüzeyine zarar vermeyen destek yapıları oluşturmak mümkündür.
Destek Ayarlarını Aktifleştir
Modelinin ek destek yapısına ihtiyacı olup olmadığını nasıl anlarsın?
Cura bunun kararını vermek için işini kolaylaştırıyor. Modelini Cura dilimleyiciye yükleyip çalışma düzlemine eklendikten sonra kırmızı renkli bölümlere dikkat et. Bunlar Cura'nın kararsızlığı tespit ettiği kısımlardır. Model görünüm açısını değiştirerek modelin her kısmını inceleyip kırmızı renkli bölümlerin giderildiğinden emin ol.
Modelin baskı tablasına değdiği ilk katmanı kırmızı renkte görüyorsan endişelenme. İlk katman için destek yapısına gerek yoktur. Deliklerin üstündeki veya iki yapı arasındaki küçük kırmızı alanlara köprü denir ve Cura bunları da otomatik olarak kullanır.
Kırmızı ile vurgulanan modelin farklı bölgeleri mevcut ise endişelenmeye başlaman gerekir. Bu kırmızı bölgelerin başarıyla yazdırılabilmesini sağlamak için otomatik olarak oluşturulan destek yapılarını etkinleştirmen gerekir. Bunu yapmak için, Cura'daki “Support” (Destek) bölümünün altındaki “Generate Support” (Destek Üret) onay kutusunu işaretlemen yeterlidir.
Böylece, otomatik olarak oluşturulan destek yapısını etkinleştirdin, ancak model görünümünde herhangi bir değişiklik olmadığını farkettin. Endişelenme çünkü Cura, destek yapılarını varsayılan katı görünümünde göstermiyor. Oluşturulan destek yapılarını görmek için görünümü “Layer View” (Katman Görünümü) olarak değiştir. Destek malzemesi (çizgiler ve hacim) mavimsi olarak görüntülenecektir. Cura'nın desteğinin 3D modelde nereye eklendiğini görmek için sağ alttaki katman çubuğunu yukarı ve aşağı hareket ettirebilirsin.
Destek Yapılarının Yerleşimi
Destek yapısını etkinleştirdiğinde, “Support” (Destek) bölümünün altında “Placement” (Yerleşim) adı verilen bir otomatik olarak görünür. Yerleşim ayarı, destek yapısının konumunu kaba bir şekilde kontrol etmeni sağlar. İki seçenek vardır: “Everywhere” (Her Yerde) ve “Touching Buildplate” (baskı tablası ile arasındaki açılar için destek). “Everywhere” (Her Yerde)’yi varsayılan olarak seç.
Her Yerde seçildiğinde, Cura gerekli olan her yerde destek yapıları oluşturmaya çalışır. Bu, yalnızca yapı plakasına monte edilmiş destek yapılarına sahip olmaman, aynı zamanda modelin bir kısmını taban olarak kullanan yapıların desteklenmesi anlamına gelir. Bu, çoğu durumda makul olan seçenektir, çünkü tüm dengesiz alanların gerekli desteğe sahip olmasını sağlar.
Bununla birlikte Her Yerde, çok karmaşık modeller için seçildiyse, model destek malzemesi tarafından tamamen kaplanmış olabilir. Bunu istemiyorsan, “Placement” (Yerleşim) ayarını “Touching Buildplate” olarak değiştir. Bu, sadece baskı tablası ve model arasında modelin çıkıntılı bölümlerinin altında destek yapıları yaratacaktır.
Destek Yapısı Tavanı
Bir modelin çıkıntısı her zaman destek yapılarının üzerine basıldığı için, bu parçalar için her zaman en iyi yüzey kalitesini elde edemezsin. “Enable Support Roof” (Gizli Destek Tavanını Etkinleştir) ayarı, bu konuda sana yardımcı olabilir.
Bir destek yapısı tavanı, destek yapısının tepesinde, çıkıntıların yüzeyine çok fazla zarar vermeyen yoğun bir kaplama sağlar. Bu ayarı etkinleştirdiğinde, daha iyi bir yüzey kalitesi elde edersin. Ancak bu seçenek, destek yapılarının normalden daha zor çıkarılmasına neden olabilir. Bu seçeneği sadece parçanın çıkıntılı yüzeyinin bitmiş parçanın işlevi için kritik olması durumunda kullanmanı tavsiye ediyoruz.
Destek Yapısı X/Y Mesafesi
Bazen, destek yapıları modelin dış duvarına çok yakın şekilde olur ve modelin dış yüzeyinde izler bırakır. Bu sorunu, “Support” (Destek) bölümünün altındaki gizli olan “Support X/Y Distance” (Destek Yapısı X/Y Mesafesi) ayarını kullanarak önleyebilirsin.
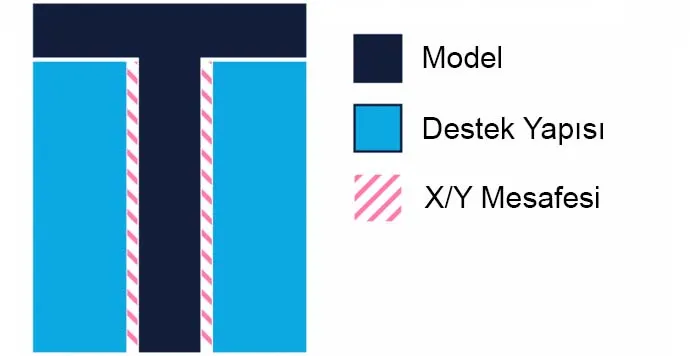
Cura'daki Destek Yapısı X/Y Mesafesi ayarı, esas olarak modelin dikey duvarları ve X-Y düzlemindeki bir destek yapısı arasındaki izin verilen minimum mesafeyi kontrol eder. Destek yapın duvarlara zarar veriyorsa veya bunlara yapışıyorsa, duvarlar pürüzsüz olana kadar değeri 0,2 mm'lik değerlerde artırabilirsin. Ancak, destek ile duvarlar arasına çok fazla mesafe koyarsan, desteklenmeyen dış duvarlara yapışan küçük bir çıkıntı olmadığından emin ol. Küçük çıkıntılar varsa, arttırmak yerine X/Y mesafesini azaltman bile gerekebilir. Aksi takdirde, başarısız bir baskı alırsın.
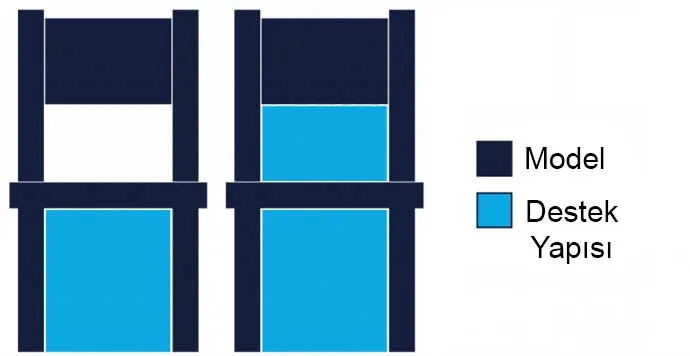
Destek Yapısı Z Mesafesi
Destek yapısının, model katmanlarına zarar vermeden temiz bir şekilde ayrılması için, destek yapısı arasındaki bağlantıların, model katmanları arasındaki bağlantıdan daha zayıf yapılmış olması gerekir. Cura, bu zayıf bağlantıyı destek yapısının üst ve alt kısımları ile model arasında bir boşluk bırakarak oluşturur ve bu alan “Z-Distance” (Z-Mesafesi) olarak bilinir.
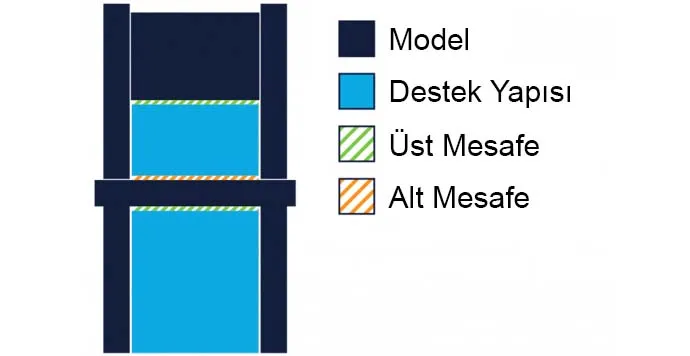
Destek bölümünün altındaki Z-Mesafesi gizli ayarı kontrol ederek destek yapılarının çıkarılmasını kolaylaştırabilirsin. Bu ayar için varsayılan değer, katman yüksekliği ile aynıdır. Örneğin, katman yüksekliğin 0,1 mm ise, varsayılan Z-Mesafesi de 0,1 mm olacaktır. Destek yapısı modelinden zor ayrılıyorsa, Z-Mesafesi değerini arttır.
Uygun Destek Yapısı Seçimi
Cura, yedi farklı destek yapısı deseni sunmaktadır. Deseni, “Setting” (Ayar) bölümünün altında “Support Pattern” (Destek Yapısı Deseni) adı verilen gizli bir ayar kullanarak değiştirebilirsin.

Çoğu durumda varsayılan şablon olan Zig Zag, güçlü yapı ve sökülme kolaylığı arasında en iyi dengeyi sağlar. Diğer desen seçenekleri ise Triangles (Üçgenler), Lines (Çizgiler), Grid (Izgara), Concentric (Konsantrik), Concentric 3D (3 Boyutlu Konsantrik) ve Cross (Çapraz)’dur. Varsayılan desenden memnun değilsen, diğer desen seçeneklerini deneyebilirsin. Her biri sana güç ve sökülme kolaylığı arasında farklı bir denge sağlayacaktır.
STL Dosyasını Kontrol Et ve Düzelt
Meshmixer, 3D baskı almadan önce 3 boyutlu modelleri düzenlemek, analiz etmek ve değiştirmek için kullanışlıdır. Farklı modelleri bir araya getirmek için de harikadır. Bu yüzden genellikle '3D Tasarımın Photoshop'u olarak adlandırılır.
Geleneksel dilimleme programlarının örgü tipi destek yapısının aksine, Meshmixer ağaç türü destekler kullanır. Birçok kullanıcı bu destekleri tercih ediyor, çünkü bu yapılar özelleştirilebilir, kullanılan malzeme verimli ve 3D baskı için iyi optimize edilmişlerdir.
{% include related_article.html title="STL Dosyası Nasıl Değiştirilir?" text="İndirdiğin STL dosyalarına farklı özellikler katmak için program mı arıyorsun? STL düzenleyicilerini senin için inceledik." href="/3d-modelleme/stl-dosyasi-nasil-degistirilir/" %}
Cura’da Özel Modlar
Cura dilimleme yazılımı, alışılmadık şekillerde modelini yazdırmana izin veren bazı özel modlara sahiptir. Aşağıdakiler gibi özel ihtiyaçların olduğunda bu modlar kullanışlı gelebilir.
- Normal bir baskı için zamanın bir kısmını model basmak istiyorsan.
- Manifold olmayan bir tasarıma sahip bir model yazdırmak istiyorsan.
Dış Konturu Spiralleştir Modu (Spiralize Outer Contour Mode)
“Spiralize Outer Contour” (Dış Konturu Spiralleştir) özel modu, Cura’nın ayarlarındaki “Special Modes” (Özel Modlar) bölümünün altındaki gizli bir ayardır. İlgili onay kutusunu kullanarak etkinleştirdiğinde, Cura katı bir model yerine boş bir model basar. Ekstrüder, modelin duvarları boyunca yukarı doğru kıvrılarak sürekli bir yol izler, katı bir taban ve bir tane nozzle genişliği kadar kalın bir duvar yazdırır. Herhangi bir dolgu veya destek basılmaz.
Bu mod, 3D baskıda standart katmanlamadan çok farklıdır. Çünkü bir katman tamamen yazdırıldığında yukarı adım atmak yerine ekstrüder her zaman Z yönünde hareket eder. Ekstrüder sürekli hareket ettiğinden ve sadece duvarları bastırdığından, bu baskı süresini normalin bir kısmını azaltır. Aynı zamanda iç dolgu yapısı olmadığından dolayı malzeme kaybını da önler.
Spiralize Outer Contour modunun olumsuz yanı, bu mod ile üretilen modeller genellikle iç dolgu eksikliğinden dolayı dayanıklı değildir.
Modelini bu modda yazdırmak istiyorsan, aşağıdaki uyarıları ve ayarları aklında bulundur:
- Spiralize Outer Contour modu, modelin 45 dereceyi aşan çıkıntılara sahipse işe yaramaz.
- Baskı tablasına paralel düz alanlar bu modda yazdırılamaz.
- Bu mod seçildiğinde, Cura'daki katman yüksekliği, yazdırma hızı ve diğer temel ayarlar hala etkin olacaktır. Bu, “Layer Height” (Katman Yüksekliği) ve “Line Width” (Çizgi Genişliği)’ni seçmen gerekeceği anlamına gelir. “Wall Thickness” (Duvar Kalınlığı)’nı “Line Width” (Çizgi Genişliği) ile aynı değere ayarla, “Wall Line Count” (Duvar Satır Sayısı)'nı 1 olarak ayarla, “Top Layers” (Üst Katmanlar)’ı sıfır olarak ayarla ve “Infill” (İç Dolgu) değerini %0 olarak ayarla.
Yüzey Modu (Surface Mode)
Manifold olmayan tasarımlar yazdırmak istiyorsan, Cura bunun için özel bir mod sunuyor. Buna “Surface Mode” (Yüzey Modu) denir ve “Special Modes” (Özel Modlar) bölümünde gizli bir ayar olarak kullanılabilir.
Ayarı görünür hale getirdiğinde, üç seçeneğin olacak: Normal, Surface (Yüzey) ve Both (Her İkisi). Normal'i seçtiğinde, Cura nesneyi normal şekilde yazdırmaya çalışır. Yüzey seçtiğinde, Cura yalnızca X-Y duvarlarını yazdırır ve bir nozzle çapı kalınlığa sahiptir. Bu, herhangi bir katı birime bağlı olmayan duvarları yazdırmanı sağlar. Her İkisini de seçtiğinde, Cura modelin katı kısımlarını normal şekilde yazdırır ve yalnızca manifold olmayan alanlar veya artık parçalar için duvarları yazdırır.

Akıllı Denemeler Yap
Şimdiye kadar Cura 3D dilimleme yazılımında her biri belirli bir sorunu çözen birçok farklı ayardan bahsettik. Tabii ki, en iyi ayarı bulmak için tüm bu ayarları denemek çok zaman alabilir ve pahalı olabilir.
İdeal durumda, baskı kalitesi üzerindeki etkisini anlamak için bir seferde yalnızca bir ayarı değiştirmelisin. Ancak, ayarları birleştirdiğinde tamamen farklı efektler elde edebilirsin, çünkü bunlar genellikle beklenmeyen şekillerde birbiriyle etkileşime girerler. Doğru ayarı bulma süreci bu nedenle, bilimden çok sanattır ve aslında bunun için doğru ya da ideal bir kılavuz yoktur.
Ancak en azından deneyleri hızlandırmanın bir yolu var. Cura, yalnızca bir baskı döngüsü sırasında birden fazla deneme çalıştırmana olanak tanıyan “Per Object Setting” (Nesne Başına Ayar) adı verilen bir özellik sunar. Bu özellik, baskı tablasındaki farklı parçalara farklı ayarlar uygulamanı sağlar. Böylece modelini birden fazla parçaya bölebilir ve ardından her parçayı biraz farklı bir ayar ile yazdırabilirsin. Baskı tamamlandığında, kalite açısından en çok hoşuna giden modeli seçebilir, modele ait ayarları not alabilir ve bu ayardan başlayarak başka bir deneme turu daha çalıştırabilirsin.
Akıllı Deneme Adımları
İlk önce modelini çoklu parçalara bölmen gerekir. Cura dilimleme yazılımının yanı sıra, ek bir yazılıma ihtiyacın olacak.
- Önce, birden fazla parçaya bölünecek kadar büyük bir model bul.
- Netfabb'ı indirip yükle. Autodesk, Netfabb'ı satın aldığından beri ticari bir ürün olması gerektiğine karar verdiler. Ancak, GitHub'daki eski sürüm ücretsiz Netfabb 7.4 Basic'i indirebilirsin (Windows 64'te hem 64 bit hem de 32 bit bilgisayarda çalıştırdık ve her ikisi de iyi çalışıyor gibi görünüyor.) zip dosyasını bir yere çıkartıp “netfabb.exe” dosyasını yüklemeden de açabilirsin.
- Netfabb, sorunlu modelleri düzeltmene yardımcı olan bir yazılımdır. Ancak, modeli birden fazla parçaya ayırmana da yardımcı olabilir.
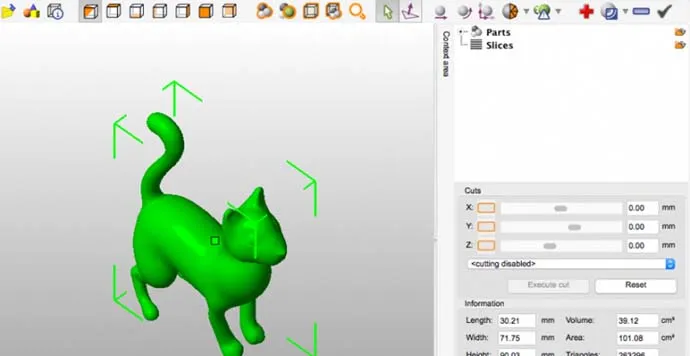
- Modelini Netfabb'de aç ve modeli bölümlere ayırmak için kesici aleti kullan.
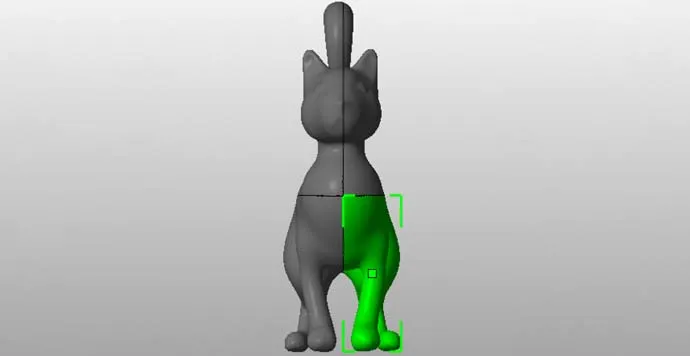
- Her bölümü seç (Ctrl + Sol Tuş) ve ayrı ayrı dışa aktar. Tüm modeli tekrar yapmak için parçaları bir araya getirmene yardımcı olacak bir adlandırma mantığını kullandığından emin ol.
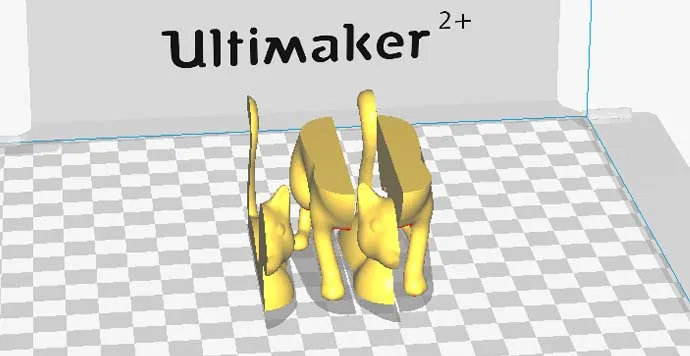
- Tüm farklı bölümleri kaydettikten sonra, bunları Cura'da aç.
- Her bir parçayı seç (Ctrl + Sol Tuş) ve ardından soldaki kayan çubuğun üzerindeki “Per Object Settings” (Nesne Başına Ayar) düğmesine tıkla. Bu, geçerli ayarı yalnızca bu parçaya uygulamana izin verecektir.
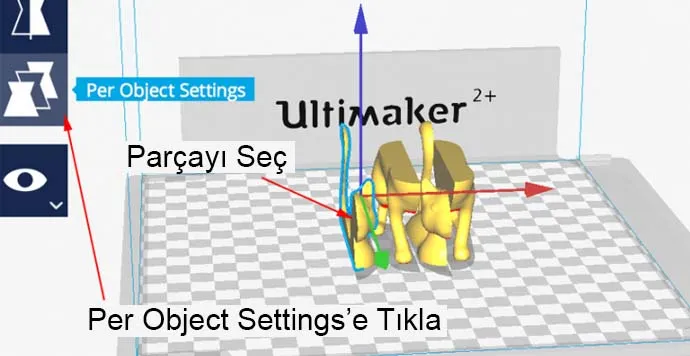
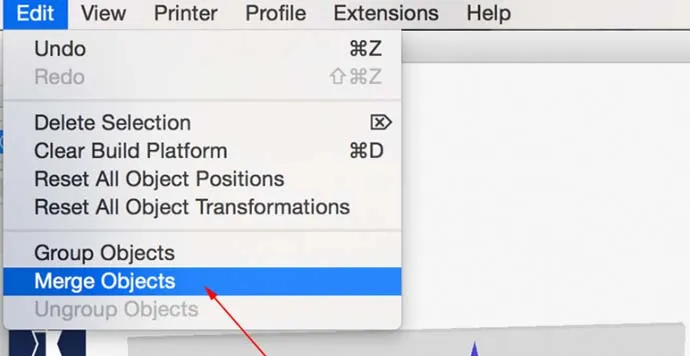
- Her parça için farklı ayarlar seçtikten sonra, tüm parçaları seç (ayrı ayrı tüm parçaları Ctrl + Sol Tuş). Üst menüden “Edit (Düzenle) > Merge Object (Nesneyi Birleştir)'i seç. Cura, tutarlı bir model oluşturmak için parçaları bir araya getirmeye çalışacaktır.
- G-Code’u dışa aktar ve yazdır! Her parça, atadığın ayarlarla yazdırılacaktır. Baskı tamamlandıktan sonra, şimdi parçaları inceleyebilir ve en sevdiğin ayarı seçebilirsin.
Denemeler yaptığında, tek bir baskı döngüsünde dört denemeyi çalıştırabilir, böylece zaman ve malzeme tasarrufu sağlayabilirsin. Biz bunu “smart experimentation cycle” (akıllı deney döngüsü) olarak adlandırıyoruz.
Cura'yı Türkçe Yapmak
Cura dilimleme yazılımını Türkçe arayüz ile kullanmak istiyorsan yapman gereken çok basit. Türkçe arayüz için sol yukarıda yer alan menüden Preferences / Configure Cura...'ya tıkla.
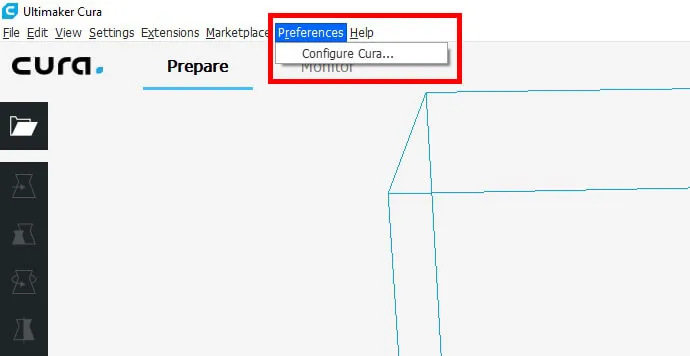
Daha sonra karşına çıkan menüden General / Interface / Language / Türkçe'yi seç ve OK'a tıkla. Hepsi bu kadar.

Sonuç
Her şeyi uyguladıysan ve doğru özel ayarları doğru sorunlara başarıyla uyguladıysan, 3D yazıcından aldığın baskı kalitesi sınırlamalarla iyileşmelidir. Bu makaleyi okuduktan sonra Cura ile gerçekten çok fazla deneme yaparsan, deneyimini, başarısızlıklarını ve başarılarını duymayı çok isteriz.
Bu yazıda en önemli ayarları ele almaya çalıştık, pek sık kullanılmayan ayarları dışarıda bıraktık. Cura'nın 100'den fazla gizli özel ayarları vardır ve günlük baskıda sadece 40 kadarını kullanırız. Yaygın olarak kullanılan Cura ayarlarıyla denemeye başladığında, diğer gizli ayarları denemeye cesaret edeceğini umuyoruz. 3D yazıcıdan kaliteli baskılar alabilmek için gereken optimizasyon işleminin tamamı zorlu, eğlenceli ve bağımlılık yapabilir!
3D Yazıcını Yenileme Vakti

Cura ayarlarını incelediğine göre 3D yazıcıya sahipsin. Peki yeni özelliklere sahip 3D yazıcılara göz atmaya ne dersin? Sessiz, hassas ve büyük baskılar almak ister misin?
Hangi yazıcıyı alacağına karar veremiyorsan, senin için uygun fiyatlı ve performansı yüksek 3D yazıcıları inceledik.
{% include related_article.html title="Ucuz FDM 3D Yazıcı İncelemeleri" text="Ucuz FDM 3D yazıcıların teknik özelliklerini, artılarını ve eksilerini detaylı bir şekilde inceliyoruz. Ayrıca, kutu içeriği, montajı ve Cura dilimleme ayarlarını bulabilirsin." href="/3d-yazici/3d-yazici-incelemeleri/ucuz-fdm-3d-yazicilar/" %}
İlgili Makaleler
- Cura vs Simplify3D Arasındaki Farklar
- Simplify3D Dilimleme Yazılımı Kurulum ve Ayarları
- Hangi 3D Yazıcıyı Nasıl Almalı?
- Filament Çeşitleri
- Filament Özellikleri
- 3D Yazıcı Sorunları
- 3D Yazıcı Kalibrasyonu Nasıl Yapılır?
- Ücretsiz 3D Modeller
- Üç Boyutlu Tasarım Nasıl Yapılır?
- 3D Yazıcılar İçin Dilimleme Yazılımları (3D Slicer)
- STL Dosyası Hangi Programlarla Açılır?
- Meshmixer STL Düzenleme Ayarları
- STL Dosyası Nasıl Değiştirilir?