3D Yazıcı Kalibrasyonu Nasıl Yapılır?
Yeni alınmış bir 3D yazıcıyı ilk kullanıma hazırlamanın adımlarından biri, belki de en önemlisi, onu kalibre etmektir. Doğru yapılmış bir 3D Yazıcı ayarı sayesinde, basılan bir parçanın hedeflediğin katman kalınlığı ve baskı kalitesi gibi özelliklerinden emin olursun.
Tabii ki, 3D yazıcı kalibrasyonu sadece ilk kullanım için gerekli değildir. 3D yazıcının uzun dönemde baskı kalitesini ve performansını korumak için yaptığın periyodik bakımlar sırasında da kalibrasyon yapman gerekebilir. Piyasada bulabileceğin kimi 3D yazıcılarda bu ayarlar otomatik olarak yapılabiliyor olsa da, çoğu 3D yazıcı için bu geçerli değildir.
Bu nedenle, BoyutKat ekibi olarak 3D yazıcını elle kalibre etmenin en iyi yollarını ve filamentler için dilimleyici (slicer) ayarlarını nasıl yapacağını anlatıyoruz.
Yatak Kalibrasyonu - İlk Katman Önemlidir
3D baskıya iyi bir ilk katmanla başlamak, başarılı bir baskı için çok önemlidir. Bu nedenle 3D baskıdaki ilk önemli şey, modelin ilk katmanının tablaya mükemmel bir şekilde yapışmasını sağlamaktır. Baskı sırasında 3D yazıcının baskı ucu (nozzle) tablaya çok yakınsa, ilk kat kıvrılır ve büyük olasılıkla bozulur. Bu da baskını iptal etmen gerektiği anlamına gelir. Aynı şekilde, nozzle tabladan çok uzaksa, modelin tablaya yapışmaz ve baskı başarısız olabilir.

İlk katmanın kalitesini, 3D yazıcının nozzle’ının “Z offset” değerini ayarlayarak iyileştirebilirsin. Z offset değeri, nozzle’ın düşey eksende (yani Z-ekseni) yatağın uç noktalarında yataktan ne kadar uzağa ayarlayacağını belirtir. Birçok 3D yazıcı, ayarlarında bu değeri belirlemene izin verir, bu nedenle burada ayrıntılara girmeyeceğiz. Kısaca, ilk katmanın ezilmiş olduğunu veya nozzle’ın ilk katmanın içine girdiğini görürsen, Z offset değerini arttırmalısın. Öte yandan, ilk kat yataktan soyuluyorsa, Z offset değerini düşürmen gerekiyor.
Step Motor Kalibrasyonu - Ekstrüderin Hareketinin Kalibrasyonu
3D yazıcılar, ekstrüder gibi parçalarını hareket ettirmek için küçük adımlarla dönen adım motorlarını (step motoru) kullanır. Bir 3D yazıcı için step motorlarını kalibre etmek, adımlar ve gidilen mesafe arasındaki ilişkilerin belirlenmesini içerir. Örneğin, bir adım motoru için bir devir dönmek 100 adım mesafe katetmek demekse, 50 adımlık bir mesafe gitmek için motoru yarım devir döndürmek gerekir. Bu, çok hassas bir hareket kontrolü sağlar.
1. Adım: Step Motor Değerlerini Hesaplama
Ekstrüderin kalibre edilmesi için, 3D yazıcının malzemeyi doğru miktarda çıkardığından emin olman gerekir. Bunu yapmak için, yazıcının kontrol panelinden birkaç G-Code komutu göndermen gerekiyor. İlk önce, yazıcına M503 komutunu göndererek yazıcının tüm ayarlarını al.
Önemli not: Bu yazıda bahsedilen kodların bazıları, yazıcıdan yazıcıya değişiklik gösterebilir. Doğru komutlar için 3D yazıcının kullanım kılavuzuna bakmalısın.
Aldığın ayarların bir kısmı şuna benzer şekilde görünmelidir:
| Birim başına adım (Step per unit): M92 X100.00 Y100.00 Z400.00 E140.00. |
Bu değerleri not al. Bu değerlerin ilk üçü, step motorların sırasıyla X, Y ve Z yönlerinde bir milimetreyi (mm) hareket ettirmek için attığı adım sayısına karşılık gelir. Şu an bunlarla ilgilenmiyoruz, ancak daha sonra onlara ihtiyacımız olacak. Şu anda, ekstrüder motorunun filamentin milimetresi başına attığı adımların sayısı olan son değeri önemsiyoruz. Bu numaraya A diyeceğiz.
Sonra, ekstrüdere biraz filament yerleştir ve ekstrüderin üstünden yaklaşık 50 mm yukarısına kalem ile bir işaret koy. Değerleri kumpas yardımı ile ölç ve bir kağıda yaz. Bu yazdığın rakama B diyelim. Sonra, yazılımdan 10 mm filament ittir komutu ver ve ekstrüderin üstünden işaretli noktaya olan mesafeyi tekrar ölç. Bu değerine C dersek, B - C rakamı ittirilen filament miktarını verir. Örneğin B - C = 10 mm ise, ekstrüder zaten doğru kalibre edilmiştir! Değilse, ekstrüderin milimetre başına adımlarını güncellemen gerekir.
D = 10 x A / (B - C) değerini hesapla. Bu değer, ekstrüder için milimetre başına yeni adım sayısıdır. En iyi sonuçlar için, D ölçümü işlemini birden çok kez tekrarlamak ve ardından ortalamasının alınması gerekir.
2. Adım: Step Motor Değerlerini Güncelleme
Step motor kalibrasyonunu yapmak için, yazıcıya yeni adım sayısı değerini söylemen gerekir. Bunu yapmak için, yazıcıya M92 E[D] komutunu gönder. Bu komut, yazıcıya yeni değeri söylese de, aslında yazıcı bunu kaydetmez. Kaydetmek için M500 komutunu gönder. Şimdi ekstrüderi doğru şekilde kalibre ettin.
Bunu bir örnek anlatacak olursak, işaretli nokta ile ekstrüzyonun tepesi arasındaki mesafeyi 53.10 mm (B) olarak ölçtüğünü ve filamenti ittirdikten sonra mesafeyi 42.80 mm (C) olarak ölçtüğünü varsayalım. Yani, B-C = 10.30 mm. Ekstrüder için milimetre başına düşen orijinal adım sayısı 140 olsaydı, 10 x 140 / 10.30 = 135.92 hesabı ile M92 E135.92 komutunu gönderirdin.
Bu 3D Yazıcı kalibrasyonu yöntemiyle ile eksenleri kalibre etsen de sonuçların mükemmel olmasını bekleme. Kalibrasyonun doğru olduğunu onayladıktan sonra kalibrasyon zamanla değişkenlik gösterilebilir, ancak istediğin değere “oldukça yakın” olduğun sürece, yazıcını iyi kalibre etmen gerekir.
3. Adım: 3D Yazıcının Eksenlerini Ayarla
Ekstrüder kalibre edildikten sonraki adım, yazıcının eksenlerini kalibre etmektir. Bu adım ekstrüder kalibrasyonuna benzer, ancak bu sefer gerçekten bir parça yazdırmanı gerektirir. Örneğin, küçük bir küp yazdırabilirsin. Solidworks gibi seçtiğin 3 boyutlu tasarım yazılımı (CAD) ile kendin tasarla veya ücretsiz bir model indir. (Bkz. XYZ 20mm Calibration Cube (www.thingiverse.com)).
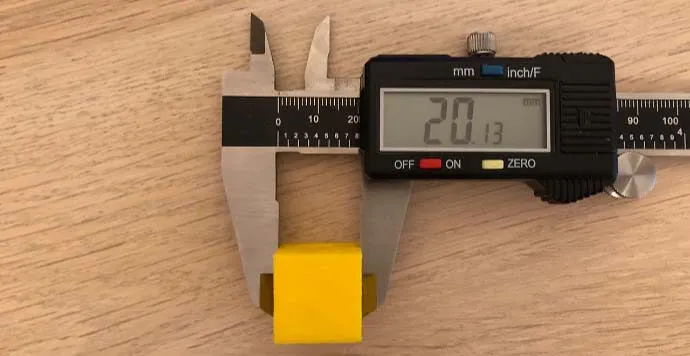
Küp modelini yazdırdıktan sonra, her boyutunu kupas ile ölç. Her eksende ekstrüder için yaptığın hesaplamayı tekrarla, ancak ölçümünle (B - C), bu sayının hedef değeri ile 10 sayısını ve bu eksenin M92 değeri ile değiştir. Ardından, uygun M92 komutlarını yazıcıya gönder, E ayarını tekrar yapman gereken eksene karşılık gelen harf ile değiştir.
Örneğin, küpün her iki tarafta da 20 mm olması gerektiğini, ancak X yönünde 20.30 mm ölçtüğünü varsayalım. X için M92 değerimiz 100.00 olarak ayarlandıysa, 20 x 100 / 20.30 = 98.52, yazıcına M92 X98.52 komutunu göndererek bu değeri güncellemen gerekiyor.
Ekstrüder kalibrasyonunda olduğu gibi birden fazla ölçüm yapıp ortalamalarını alman, doğru sonuca ulaşmana yardımcı olur. Ancak, birden fazla küp yazdırmana gerek yok. Küpü aynı eksen boyunca farklı konumlarda ölçebilirsin.
Dilimleyicide (Slicer) Filament Ayarları
Her filament rulosu farklıdır. Farklı üreticilerin filamentleri ve hatta aynı ürünün farklı renkleri, farklı özelliklere sahiptir. Mümkün olan en iyi baskıları elde etmek için filament ayarlarını hassas bir şekilde yapman gerekir. Genellikle sadece filament üreticisi tarafından önerilen ayarları ve filamentleri kullanarak iyi baskılar alabilirsin. Ancak, en iyi sonuçları elde etmek için, her yeni filament rulosunu açtığında bu adımları izlemelisin.
1. Adım: Filament Çapını Ölç
Filamentin gerçek çapını ölçmek için kumpas kullan. Bir filament rulosunun çapı genellikle imalatçı tarafından bildirilen çaptan belirli bir oranda değişiklik gösterir. Çaptaki tolerans genellikle makaranın üzerinde yazar. Filamenti makara boyunca en az 3 olmak üzere birkaç yerden ölç ve ölçümlerin ortalamasını al. Bu sonucu dilimleyicinde (slicer) filament çapı olarak gir. Bu ölçümü doğru almak önemlidir, çünkü yazıcının ekstrüderden doğru miktarda filament çıkarmasını sağlamaya yardımcı olur.

2. Adım: Filament İçin Doğru Baskı Sıcaklığını Bul
“Temperature Tower” modelini Thingiverse sitesinden ücretsiz indirip yazıcında yazdırarak kullandığın filament için doğru sıcaklığı bulabilirsin. Bu modelin temelinde, her bir bloğun farklı bir sıcaklıkta basılması gereken farklı yüksekliklerde parçalara ayrılmış olması yatıyor. Modeli yazdırdıktan sonra blokları analiz ederek, kendi modelini yazdırmak için en uygun sıcaklığı belirleyebilirsin. Bununla birlikte, Temperature Tower modeli basılsa bile üzerinde biraz çalışma yapılması gerekebilir. Dilimleyici yazılımın farklı yüksekliklerde farklı sıcaklıklarda yazdırmana izin vermiyorsa, yazdırmadan önce G-Code’u el ile düzenlemen gerekir. Bu düzenlemeyle, ekstrüder sıcaklığını ayarlamak için G-Code komutları eklersin.
İlk önce, her bir bloğun yüksekliğini belirle. Bu numarayı H olarak adlandır, böylece farklı bloklar 0, H, 2H, 3H ve benzeri yüksekliklerde başlasın. Ardından, slicer programın ile STL’yi G-Code’a çevirdiğin dosyayı Not Defteri programı ile aç. Yazıcının nasıl hareket edeceğini söyleyen, G1 ile başlayan komutları ara. G1 Z[H] formunun ilk G-Code komutunu bul. (X ve Y hareketlerini de içerebilir.) Bu satırdan önce, M104 S[T] satırını gir. Burada T değeri, H yüksekliğinde başlayan bloğun sıcaklığıdır. Örneğin, bloklar 1 cm (10 mm) yüksekliğe sahipse ve sıcaklıklar 5°C artışlarla 185°C'den 220°C'ye giderse, o zaman G1 Z10 satırını göreceksin (ilk komut sıcak ucun 10 mm yüksekliğe kadar çıkacağını söyler). Bu satırdan hemen önce, M104 S190 hattını ekleyerek sıcak ucu 190°C'ye ayarlaman gerekir.
Her blok için bunu uygun sıcaklıkta tekrarla ve güncellenmiş G-Code dosyasını yazıcında yazdır. Temperature Tower modelini bastıktan sonra, farklı blokları incelersen, modelini basacağın en iyi sıcaklığı belirleyebilirsin. Sadece en iyi görünen sıcaklığı seç. Bunu baskı sıcaklığı olarak slicer yazılımında ayarla. Artık baskıya hazırsın!
3D Yazıcı Kalibrasyonu Nasıl Test Edilir?
Yazıcının ayarlarını ve filamentin için bazı dilimleyici ayarlarını kalibre etmenin en önemli yollarını açıkladık. Ancak, baskılarını iyileştirmek yapabileceğin daha birçok ayar var! 3D yazıcıların hangi noktada güçlü, hangi noktada zayıf olduğunu görmek için genellikle test modelleri basılır. Bu tür baskılar mükemmelleştirilmeyi sağlamakla beraber, köprüler ve çıkıntılar gibi sorunlu alanları teşhis etmede yardımcı olurlar. En popüler 3D yazıcı kalibrasyonu test modeli 3DBenchy‘dir. Modelin sayfasında çoğu sorunun ve sıkıntılı noktanın nasıl teşhis edileceğine ilişkin talimatlar da var.

Otomatik Kalibrasyonlu 3D Yazıcılar
3D yazıcının yatak kalibrasyonunu otomatik olarak yapmak mı istiyorsun? Ayrıca, büyük hacimli, düşük maliyetli ve birçok yeni özelliği olan bir 3D yazıcıya sahip mi olmak istiyorsun?
Hangi yazıcıyı alacağına karar veremiyorsan, bütçene göre profesyonel ve uygun fiyatlı performansı yüksek 3D yazıcıları inceledik.
{% include related_article.html title="3D Yazıcı İncelemeleri" text="3D yazıcıların teknik özelliklerini, artılarını ve eksilerini detaylı bir şekilde inceliyoruz. Ayrıca, kutu içeriği, montajı ve Cura dilimleme ayarlarını bulabilirsin." href="/3d-yazici/3d-yazici-incelemeleri/" %}