3D Metal Yazıcı (Printer) Nedir?
Malzemeler ve kullanım alanları olduğu kadar çok sayıda metal 3D baskı sistemi vardır. Tipik olarak metal 3D yazıcılar, malzeme olarak metal tozu kullanırlar. Sinterlemeden önce bir bağlayıcı ile yeşil bir şekil oluşturur veya doğrudan yapı haznesinde yüksek güçlü lazerler kullanarak metali doğrudan sinterlerler.
3D metal baskı imalat yöntemleri de vardır. Bazıları niş uygulamalarda kullanılan daha eski yöntemlerdir. Diğer yöntemler ise daha ucuz ve daha hızlı metal parça üretimini sağlamak için tanıdık teknolojiyi yeni yollarla kullanır.
Geçmişte, metal üreten bir 3D yazıcı, araştırma laboratuarları ve iyi donanımlı üniversitelerin üretim tesislerinde bulunurdu. Günümüzde 3D metal baskı sistemleri ofis boyutlarına sığacak konuma geldi ve küçük işletmelere bile yoğun metal parçalarla geliştirme seçeneği sunuyor.
SLM ve DMLS Arasındaki Fark nedir?
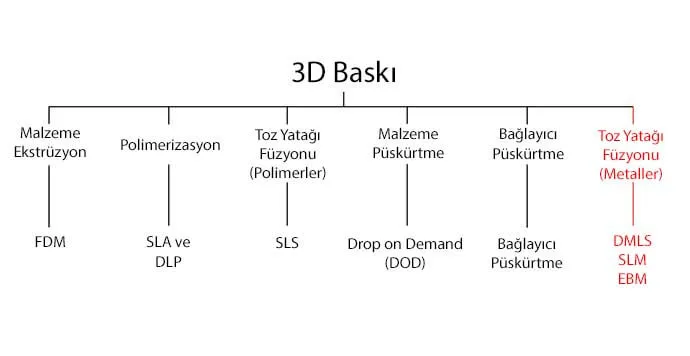
Seçici Lazer Eritme (Selective Laser Melting - SLM) ve Doğrudan Metal Lazer Sinterleme (Direct Metal Laser Sintering - DMLS), toz yatak füzyon 3D baskı ailesine ait iki metal katmanlı üretim sürecidir. İki teknolojinin pek çok benzerliği var: her ikisi de metal toz parçacıklarını taramak ve seçici olarak kaynaştırmak (veya eritmek) için bir lazer kullanıyor, metal parçacıkları birbirine bağlayarak ve katman katman oluşturuyor. Ayrıca, her iki işlemde de kullanılan malzemeler, granül formda gelen metallerdir.
SLM ve DMLS arasındaki farklar, parçacık birleştirme işleminin (ve ayrıca patentlerin) temellerine dayanıyor. SLM, tek bir erime sıcaklığına sahip metal tozları kullanır ve parçacıkları tamamen eritirken, DMLS’de toz, değişken erime noktalarına sahip malzemelerden oluşur. Yüksek sıcaklıklarda moleküler düzeyde kaynaşır.
SLM, tek bir metalden parçalar üretirken, DMLS metal alaşımlarından parçalar üretir.
Hem SLM hem de DMLS, son kullanıcı mühendislik ürünleri oluşturmak için endüstriyel uygulamalarda kullanılır. Bu yazıda, genel olarak her iki süreci de ifade etmek için “metal 3D baskı” terimini kullanıyoruz. Mühendislerin ve tasarımcıların teknolojinin faydalarını ve sınırlamalarını anlamaları için gerekli olan üretim sürecinin temel mekanizmalarını açıklıyoruz.
Elektron Işını Eritme (EBM) ve Ultrasonik Katmanlı İmalat (UAM) gibi yoğun metal parçalar üretmek için kullanılabilecek başka eklemeli üretim süreçleri vardır. Ancak kullanılabilirlikleri ve uygulamaları sınırlıdır, bu nedenle bu yazımızda çok bahsetmeyeceğiz.
3D Metal Yazıcı Nasıl Çalışır?
SLM ve DMLS için temel üretim süreci çok benzer. Şu şekilde çalışır:
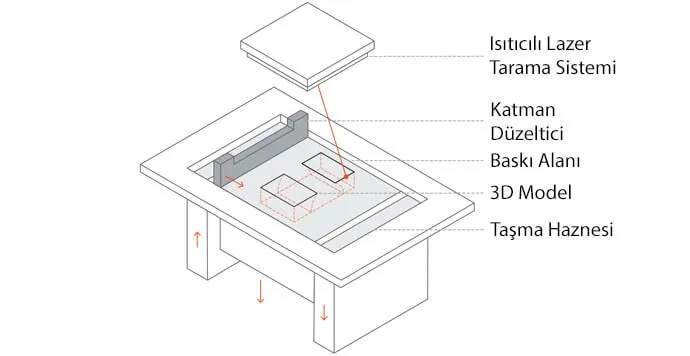
Yapım süreci bittiğinde, parçalar metal tozu içinde tamamen kapsüllenir. Polimer toz yatağı füzyon işleminden (SLS gibi) farklı olarak, parçalar destek yapıları aracılığıyla yapı platformuna bağlanır. Metal 3D baskıda destek, parça ile aynı malzeme kullanılarak oluşturulur ve yüksek işlem sıcaklıkları nedeniyle oluşabilecek eğilme ve bozulmayı azaltmak için her zaman gereklidir.
Hazne oda sıcaklığına soğuduğunda, fazla toz manuel olarak çıkarılır ve parçalar, herhangi bir artık gerilimi gidermek için yapım platformuna bağlıyken tipik olarak ısıl işleme tabi tutulur. Daha sonra bileşenler kesme, işleme veya tel EDM yoluyla baskı tablasından ayrılır ve kullanıma veya sonraki işlemlere hazır hale gelir.
SLM ve DMLS’nin Özellikleri
Yazıcı Parametreleri
SLM ve DMLS’de neredeyse tüm işlem parametreleri makine üreticisi tarafından ayarlanır. Metal 3D baskı tabaka yüksekliği 20 ila 50 mikron arasında değişir ve metal tozu (akışkanlık, parçacık boyutu dağılımı, biçim vb) özelliklerine bağlıdır.
3 boyutlu metal baskı sisteminin tipik yapı boyutu 250 x 150 x 150 mm’dir, ancak daha büyük makineler de mevcuttur (500 x 280 x 360 mm’ye kadar). Boyutsal doğruluğu yaklaşık ± 0.1 mm’dir.
Metal 3D yazıcılar küçük seri üretim için kullanılabilir, ancak metal 3D baskı sistemlerinin yetenekleri, SLS 3D yazıcılardan daha çok FDM veya SLA makinelerinin toplu üretim kapasitesine benzer: mevcut baskı alanıyla (XY yönü) sınırlıdırlar. Parçalar yapı platformuna takılmalıdır.
SLM ve DMLS’deki metal tozu yüksek oranda geri dönüştürülebilir : tipik olarak% 5’ten azı israf edilir. Her baskıdan sonra, kullanılmayan toz toplanır, elenir ve bir sonraki yapı için gereken seviyeye kadar taze malzeme ile doldurulur.
Metal 3D baskıdaki atık, bir yapının başarılı bir şekilde tamamlanması için çok önemli olan ancak gerekli malzeme miktarını (ve maliyeti) büyük ölçüde artırabilen destek yapısı biçimindedir.
Katman Yapışması
Metal SLM ve DMLS parçalar neredeyse izotropik mekanik ve termal özelliklere sahiptir. Katıdırlar ve çok az iç gözeneklilik gösterirler. Basılı durumda %0,2 - 0,5’ten azdır ve ısıl işlemden sonra gözenekler yok olur.
Metal 3D baskılı parçalar daha yüksek mukavemete ve sertliğe sahiptir ve genellikle geleneksel yöntem ile üretilen parçalardan daha esnektir. Ancak, yorgunluğa daha yatkındırlar.
Örneğin, aşağıdaki AlSi10Mg EOS metal 3D baskı alaşımının ve A360 kalıp döküm alaşımının mekanik özelliklerine bir göz at. Bu iki malzeme, silikon ve magnezyum açısından çok benzer bir kimyasal bileşime sahiptir. Basılan parçalar, dövme malzemeye göre üstün mekanik özelliklere ve daha yüksek sertliğe sahiptir.
İşlenmemiş malzemenin granüler formu nedeniyle, 3D baskılı metal bir parçanın olduğu gibi yüzey pürüzlülüğü (Ra) yaklaşık 6 - 10 μm’dir. Bu nispeten yüksek yüzey pürüzlülüğü, düşük yorulma mukavemetini kısmen açıklayabilir.
- *: Isıl işlem görmüş; 300 & # 8451’de 2 saat tavlanmıştır.
- **: Yapılmış örnekler üzerinde test edilmiştir.
Destek Yapısı ve Parça Yönü
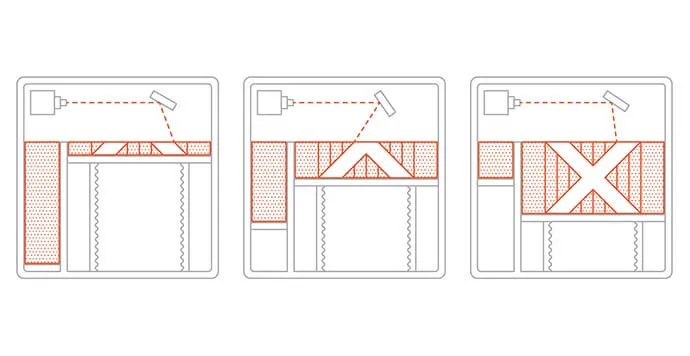
Destek yapıları, çok yüksek işleme sıcaklığı nedeniyle metal baskıda her zaman gereklidir ve genellikle bir kafes deseni kullanılarak oluşturulurlar.
Metal 3D baskıda destek, 3 farklı amaç için kullanılır:
- Üzerine inşa edilecek bir sonraki katman için uygun bir platform sunar.
- Asıl modeli inşa plakasına sabitler ve modelin eğilmesini engeller.
- Isıyı parçadan uzaklaştırır ve daha kontrollü bir hızda soğumasını sağlayan bir soğutucu görevi görür.

Parçalar, bükülme olasılığını en aza indirmek ve kritik yönlerde parça mukavemetini en üst düzeye çıkarmak için genellikle bir açıda yönlendirilir. Ancak bu, gerekli destek miktarını, yapım süresini, malzeme israfını ve (nihayetinde) toplam maliyeti artıracaktır.
Rastgele tarama desenleri kullanılarak eğrilme de en aza indirilebilir. Bu tarama stratejisi, belirli bir yönde artık gerilmelerin oluşmasını önler ve parçaya karakteristik bir yüzey dokusu katar.
Metal 3 boyutlu baskının maliyeti çok yüksek olduğundan, işlem sırasında parçanın davranışını tahmin etmek için genellikle simülasyonlar kullanılır. Topoloji optimizasyon algoritmaları, yalnızca mekanik performansı maksimuma çıkarmak ve hafif parçalar oluşturmak için değil, aynı zamanda destek yapısı ihtiyacını ve eğilme olasılığını en aza indirmek için de kullanılır.
İçi Boş Bölümler ve Hafif Yapılar

SLS gibi polimer toz yatağı füzyon 3D işlemlerin aksine, destek yapıları kolayca çıkarılamadığı için büyük içi boş bölümlere sahip modellerin metal baskısı yaygın olarak kullanılmaz.
Destek gerektiren bölgelerde; iç kanal çapı 8 mm’den daha büyük, elmas şeklinde veya dairesel kesitlerini yırtma damla şeklinde yapıların kullanılması önerilir.
İçi boş profillere alternatif olarak, parçalar kabuk ve göbekli olarak tasarlanabilir. Deri ve çekirdekler, farklı lazer gücü ve tarama hızı kullanılarak işlenir ve bu da farklı malzeme özellikleriyle sonuçlanır. Baskı süresini ve eğrilme olasılığını önemli ölçüde azalttığı, yüksek stabiliteye ve mükemmel yüzey kalitesine sahip parçalar ürettiği için, geniş katı kesitli parçaların imalatında kabuk ve göbek kullanmak çok yararlıdır.
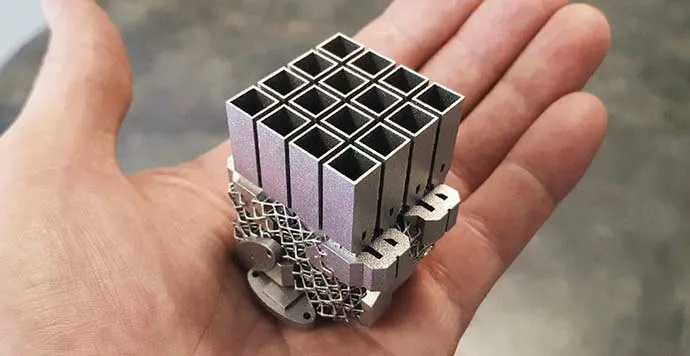
Kafes yapısı kullanmak, bir parçanın ağırlığını azaltmak için metal 3D baskıda yaygın bir stratejidir. Topoloji optimizasyon algoritmaları, organik hafif form tasarımına da yardımcı olabilir.
SLM ve DMLS 3D Baskıda Kullanılan Malzemeler
SLM ve DMLS; alüminyum, paslanmaz çelik, titanyum, kobalt krom ve inkomel dahil olmak üzere çok çeşitli metal ve metal alaşımlarından parçalar üretebilir. Bu malzemeler, havacılıktan tıbba kadar çoğu endüstriyel uygulamanın ihtiyaçlarını karşılar. Altın, platin, paladyum ve gümüş gibi değerli metaller de işlenebilir, ancak uygulamaları çok yaygın değildir ve esas olarak mücevher yapımı ile sınırlıdır.
Metal tozunun maliyeti çok yüksektir. Örneğin, bir kilogram paslanmaz çelik 316L tozun maliyeti yaklaşık 350 - 450 $ arasındadır. Bu nedenle, parça hacmini ve destek ihtiyacını en aza indirmek, maliyeti olabildiğince düşük tutmanın anahtarıdır.
Metal 3D baskının önemli bir gücü, geleneksel üretim yöntemleriyle işlenmesi çok zor olan nikel veya kobalt-krom süperalaşımlar gibi yüksek mukavemetli malzemelerle üretim yapabilmesidir. Ayrıca, sonradan işlenebilen ağ şekline yakın bir parça oluşturmak için metal 3D baskı kullanılarak önemli maliyet ve zaman tasarrufu sağlanabilir.
Malzemeler
Alüminyum alaşımlarının özellikleri
- İyi mekanik ve termal özellikler
- Düşük yoğunluklu
- İyi elektriksel iletkenlik
- Düşük sertlik
Paslanmaz çelik ve takım çeliği özellikleri
- Yüksek aşınma direnci
- Büyük sertlik
- İyi süneklik ve kaynaklanabilirlik
Titanyum alaşımlarının özellikleri
- Korozyon direnci
- Mükemmel güç-ağırlık oranı
- Düşük termal genleşme
- Biyouyumlu
Kobalt-Krom süper alaşımlarının özellikleri
- Mükemmel aşınma ve korozyon direnci
- Yüksek sıcaklıklarda harika özellikler
- Çok yüksek sertlik
- Biyouyumlu
Nikel süper alaşımlarının (Inkonel) özellikleri
- Mükemmel mekanik özellikler
- Yüksek korozyon direnci
- 1200C’ye kadar sıcaklığa dayanıklı
- Ekstrem ortamlarda kullanılır
Değerli metallerin özellikleri
- Mücevher yapımında kullanılır
- Yaygın olarak mevcut değil
Yüzey İşleme ve Rötuş
Metal baskılı parçaların mekanik özelliklerini, doğruluğunu ve görünümünü iyileştirmek için çeşitli işlem sonrası teknikler kullanılır.
Zorunlu işlem sonrası adımlar, gevşek tozun ve destek yapılarının çıkarılmasını içerirken, ısıl işlem (termal tavlama) genellikle parçanın artık gerilmelerini gidermek ve mekanik özelliklerini iyileştirmek için kullanılır.
Boyutsal açıdan önemli özellikler (delikler veya dişler gibi) için CNC işleme kullanılabilir. Toz püskürtme, metal kaplama, cilalama ve mikro işleme, metal baskılı bir parçanın yüzey kalitesini ve yorulma mukavemetini artırabilir.
Metal 3D Baskının Yararları ve Dezavantajları
Metal 3D baskı işlemlerinin temel avantajları ve dezavantajları şunlardır:
- Geleneksel üretim yöntemlerinin üretemediği geometrilere sahip karmaşık, ısmarlama parçalar üretmek için metal 3D baskı süreçleri kullanılabilir.
- Metal 3D baskılı parçalar, ağırlıklarını ve bir montajdaki toplam bileşen sayısını en aza indirirken performanslarını en üst düzeye çıkarmak için topolojik olarak optimize edilebilir.
- Metal 3D baskılı parçalar mükemmel fiziksel özelliklere sahiptir ve mevcut malzeme yelpazesi, metal süperalaşımlar gibi başka türlü işlenmesi zor malzemeleri içerir.
- Metal 3D baskı ile bağlantılı malzeme ve imalat maliyetleri yüksektir. Bu nedenle, bu teknolojiler geleneksel yöntemlerle kolayca üretilebilen parçalar için uygun değildir.
- Metal 3D baskı sistemlerinin yapı boyutu, hassas üretim koşulları ve proses kontrolü gerektiğinden sınırlıdır.
- Halihazırda mevcut tasarımlar metal 3D baskı için uygun olmayabilir ve değiştirilmesi gerekebilir.
SLM ve DMLS sistemlerinin temel özellikleri aşağıdaki tabloda özetlenmiştir:
- Malzemeler: Metaller ve metal alaşımları (alüminyum, çelik, titanyum vb.)
- Boyutsal doğruluk: ± 0.1 mm
- Tipik yapı boyutu: 250 x 150 x 150 mm (500 x 280 x 360 mm’ye kadar)
- Ortak katman kalınlığı: 20 - 50 μm
- Destek: Daima gerekli
Özet Bilgi
- Metal 3D baskı, geleneksel yöntemlerle üretilmesi zor veya çok maliyetli olan karmaşık, ısmarlama parçalar için en uygun olanıdır.
- Destek yapılarına olan ihtiyacı en aza indirmek, metal baskı maliyetini büyük ölçüde azaltacaktır.
- Topoloji optimizasyonu, metal baskıyı kullanmanın ek faydalarını en üst düzeye çıkarmak için gereklidir.
- Metal 3D baskılı parçalar mükemmel mekanik özelliklere sahiptir ve metal süper alaşımlar dahil çok çeşitli mühendislik malzemelerinden üretilebilir.
İlgili Makaleler
- 3D Yazıcı Teknolojileri Nelerdir?
- Hangi 3D Yazıcıyı Nasıl Almalı?
- 3D Yazıcı Tavsiye
- Ucuz 3D Yazıcı
- Yerli 3D Yazıcı
- Kendin Yap (DIY) 3D Yazıcı Parçaları
- 3D Yazıcı Sorunları
- Filament Çeşitleri
- Filament Özellikleri
- Ücretsiz 3D Modeller
- Üç Boyutlu Tasarım Nasıl Yapılır?
- Tinkercad ile Üç Boyutlu Tasarım
- FreeCAD ile Üç Boyutlu Tasarım
- 3D Yazıcılar İçin Dilimleme Yazılımları (3D Slicer)
- Cura Dilimleme Yazılımı Kurulum ve Ayarları