PETG Filament Nedir? PETG Filament İncelemesi
PETG filament, 3 boyutlu yazıcılarda en sık kullanılan filament çeşitlerinden biridir. PETG, dünyada en yaygın kullanılan plastik olan Polietilen Tereftalat’ın (PET) polimerizasyonu sırasında malzeme bileşimine glikol eklenmesiyle oluşur. Bu nedenle PETG’deki “G”, “glikol modifiyeli” anlamına gelir.
PETG, temel PET formundan daha açık, daha az kırılgan ve kullanımı daha kolay olan bir filamenttir. Moleküler yapı düzensizdir ve reçine, 88°C cam geçiş sıcaklığına sahip net ve amorftur. Eğer kimya bilgin varsa, bu madde Polietilen Tereftalatco-1, 4-silindirikloheksilenedimetilen tereftalat olarak bilinir.
Polietilen koTimetilen Tereftalat (PETT) ise bir başka PET çeşididir. PETT, PETG’den biraz daha sert ve saydam olduğu için popülerdir.

PETG Filamentin Avantajları Nelerdir?
PETG filamentin PET’e Göre Avantajları
3D yazıcı filamenti satın alacağın zaman piyasada PET’ten daha fazla PETG filament olduğunu göreceksin. Bu versiyonun, özellikle 3 boyutlu yazıcı baskısı söz konusu olduğunda, temel malzeme PET’e göre sunduğu birçok avantaj vardır:
- Daha dayanıklı.
- Aşırı ve düzenli ısınmalar PET’i puslu ve kırılgan hale getirir. Ancak PETG filament bu konuda daha dayanıklıdır. Eklenen glikol (G), malzemenin kristalleşmesini ve kırılabilir olmasını önler.
- Darbelere karşı oldukça dayanıklıdır.
- PET’in aksine, PETG’de malzeme birbirine daha iyi yapışır.
- Sterilize edilebilir.
PETG Filamentin FDM 3D Yazıcıdaki Avantajları
- PETG filament, ABS filamentinin (daha güçlü ve sıcaklığa dayanıklı) işlevselliğini ve PLA’nın (yazdırması kolay) güvenilirliğini tek bir malzemede birleştirme özelliğine sahiptir.
- Katmanların yapışması genellikle mükemmeldir.
- Baskıların bükülme veya daralma potansiyeli düşüktür.
- PETG ile alınan baskıları yanlış baskılarla birlikte geri dönüştürebilirsin.
PETG Filamentin Dezavantajları Nelerdir?
Dürüst olmak gerekirse, bu malzemenin çok az dezavantajı vardır. Yine de söylemeye değer birkaç tanesi; PETG filament PET’ten daha fazla çizilmeye yatkındır ve malzeme özellikleri UV ışığıyla zayıflatılabilir. Çoğu filament üreticisi, yazdırılması en kolay malzeme olmadığı konusunda hemfikirdir ve genellikle baskı ayarlarıyla uygun 3 boyutlu yazıcı ayarını bulman istenir. Bu nedenle, 3D baskı yaparken, 3D yazıcı parametrelerini ve ayarlarını normalden daha fazla kez deneyerek bulman gerekecektir.
PETG Basabileceğin En Kaliteli 3D Yazıcılar
PETG filamentini en kaliteli şekilde basabileceğin, büyük hacimli, düşük maliyetli ve birçok yeni özelliği olan bir 3D yazıcıya sahip mi olmak istiyorsun?
Hangi yazıcıyı alacağına karar veremiyorsan, bütçene göre profesyonel ve uygun fiyatlı performansı yüksek 3D yazıcıları inceledik.
PETG ve PLA Filament Karşılaştırması
PLA (Polylactic Acid), polyester plastik olarak sınıflandırılan termoplastik bir malzemedir. En yaygın 3D yazıcı baskı malzemesidir. PLA filamentinin 3D yazıcıda baskısı kolaydır ve biyolojik olarak parçalanabilir. Pek çok farklı renk ve çeşit bulunur ve piyasadaki hemen hemen her filament üreticisi PLA üretimini yapar. Aynı zamanda PLA filamenti; metal tozu, kahve veya tahta gibi başka malzemelerin de eklenmesini sağlar.

- PLA filamenti, PETG’ye göre 3 boyutlu yazıcıda baskısı daha kolaydır. Ayrıca, 3D baskı hataları söz konusu olduğunda PLA daha kolay kurtarılabilirdir.
- Her iki malzeme de soğutma sırasında küçük büzülmeler gösterir.
- Her ikisinin de gıda güvenliği olduğu kabul edilir.
- Biyo-çözünür ve geri dönüşüm özellikleri ile PLA filament ilk etapta ön plana çıkmaktadır. Uzun bir süre dışarıda bırakılırsa PLA sonunda doğal bileşenlerine geri dönecektir. Ayrıca herhangi bir kalite kaybı olmadan geri ve yeni filamentlere dönüştürülebilir. PETG filament o kadar kolay parçalanmaz, ancak tamamen geri dönüştürülebilir.
- PETG filament daha dayanıklı ve güçlü bir darbeyle başa çıkabilir.
- PETG filamentte sıcaklık toleransı daha yüksektir. Bazı PETG karışımları 250ºC’ye varan en yüksek sıcaklıklara dayanabilirken, genellikle PETG filamentler 75ºC’ye kadar dayanabilir. Öte yandan, PLA filament ile genellikle basılı olmaları için 3D modelleri 55ºC’nin altında tutman gerekir.
- PLA filamenti çizilmeye ve yüzey hasarına daha az eğilimlidir.
- Komplike formlarda, çift ekstrüder bir 3D yazıcıda PLA kullanarak suda eriyebilen filament ile destek yapıları kullanabilirsin. Böylece, destek malzemesi çıkarıldıktan sonra pürüzsüz yüzeyler elde edebilirsin.
- PETG filament genellikle PLA’dan daha pahalıdır.
- PLA filamenti daha fazla malzeme çeşitliliği (metal, ahşap, antibakteriyel, iletken, renk değiştiren vb.) sunar.
PETG ile PLA Filament Arasındaki Yüzey İşlemlerinde Farklılıklar
PETG ve PLA filament ile basılmış bir modelin özellikleri arasında benzerlikler olsa da, her birinin kendine özgü özellikleri vardır:

- Dış mekanda kullanım ve güneş için PETG filament, PLA’ya göre çok daha iyi sonuçlar vermektedir. Öte yandan PLA da boyandığında bu dış mekan ortamlarından korunabilir.
- Modellerinde daha iyi şeffaflık arıyorsan PETG filament, PLA’ya göre daha iyi sonuçlar verecektir.
- Tam renk uyumu PLA ile daha kolaydır.
- Yüzey işlemi PLA ile daha iyi sonuç verir. 3D modelini boyaman gerekirse, akrilik boyayı deneyebilirsin. Ancak her zaman olduğu gibi boyanın yanı sıra projen için önemli olan parçaların birbirine iyi yapıştırılması, dayanıklılık ve diğer özellikleri doğrulamak için bazı testler yapmalısın. PLA’nın yapıştırılması kolay değildir, iyi bir polistiren yapıştırıcı bulman gerekir. PETG filament yapıştırmak PLA’ya göre daha zordur.
PETG ile PLA Filament Arasındaki Baskı Ayarı Farklılıkları
Muhtemelen çoğumuz FDM 3D yazıcılarda baskılara PLA filament ile başladığımız için, PETG’ye geçerken dikkat etmemiz gereken bazı noktalar var:
- Tablaya yapışma,
- Baskı sıcaklığı,
- Saçaklanma ve sızdırma,
- Tablaya fazla yapışma, ilk katmanın yaygın olması,
- Filament yoğunluğu,
- Destek yapıları,
- Filament değişimi (PLA’dan PETG’ye, PETG’den PLA’ya geçişler)
Bu ayarları aşağıdaki “PETG Filament İçin 3D Yazıcı Ayarları” başlığımızda bulabilirsin.
PETG ve ABS Filament Karşılaştırması
ABS (Akrilonitril Butadien Stiren) filament, en popüler ikinci 3 boyutlu yazıcı baskı malzemesidir. Bu termoplastik ucuz, dayanıklı, hafif esnek ve kolayca ekstrüzyona tabi tutulabilir. Bu da 3D baskı için mükemmeldir. LEGO parçaları ve bisiklet kasklarında kullanılan plastiktir.

Ancak ABS filament kullanmanın dezavantajları vardır. Erime noktasına ulaşmak için, genellikle 210°C - 250°C aralığında, daha yüksek bir sıcaklık gerektirir. Ayrıca 3D yazıcıda, ısıtılabilen bir yatak gereklidir. Bu yatak, baskının ilk katmanlarının çok hızlı bir şekilde soğumasını önler ve böylece plastik, modelin üretimi tamamlanmadan önce bükülmez ve çatlamaz. ABS filamentinin bir başka dezavantajı, baskı sırasında ortaya çıkan yoğun duman ve kokudur. Solunum güçlüğü çeken insanlar (veya evcil hayvanlar) için tehlikeli olabilir.
- Her iki malzeme de oldukça dayanıklılık, sağlamlık ve darbe dayanımı sunar.
- Her iki malzeme de geri dönüştürülebilir, ancak biyolojik olarak parçalanamaz.
- ABS filament daha esnektir.
- ABS filament Asetonda çözünür, ama PETG filament çözünmez. Bu nedenle PETG’de yüzey işlemi Aseton ile mümkün değildir.
- ABS filament gıdalar için güvenli değildir. Kullanılması önerilmez.
- ABS filament 100°C’ye kadar dayanabilirken, PETG filament 75°C’ye kadar dayanabilir.
- Uzun vadede PETG filament, güneş altında çok daha dayanıklıdır. Özellikle, önemli ölçüde zayıflayabilen ABS filament ile karşılaştırıldığında UV radyasyonundan en az düzeyde etkilenir. Dış mekan kullanımı için bir malzemeye ihtiyacın varsa, PETG seni bu konuda tatmin edecektir.
- ABS filamenti ile baskılar alabilmek için 3D yazıcıda ısıtılabilen tablaya ihtiyaç vardır.
- Her iki malzeme de soğutma sırasında büzülmeler yapar.
PETG Filament Gıdalar İçin Güvenli Midir?
PETG filament hemen hemen tüm ülkelerde gıda güvenli bir malzeme olarak kabul edilir. Ancak, filament üreticisi tarafından sağlanan özellikleri kontrol etmeni tavsiye ederiz. Üreticiler filamentlerin içerisine farklı maddeler eklemiş olabilirler.

Bir 3D yazıcı malzemesinin gıda için güvenli olup olmadığını nasıl öğreneceğini anlattığımız “3D Yazıcıda Gıda Güvenliği Hakkında Önemli Bilgiler” yazımıza göz atmanı tavsiye ederiz.
PETG Filament Fiyatları Ne Kadar?
Genel olarak, diğer 3 boyutlu yazıcı filamentlerinden daha yüksek bir fiyata sahiptir. Kabaca, benzer miktarda PLA filamenti için makara başına 5 ila 20 dolar daha fazla ödersin. PETG filament fiyatları filament üreticisine bağlı olarak değişecektir. Ancak, genellikle yaklaşık 25 Dolar karşılığında iyi bir kalitede PETG filament bulabilirsin. Daha yüksek fiyatlı filamentler 50 Dolar mertebesindedir.

PETG Filament Renkleri Nelerdir?
PLA veya ABS filamentlerde olduğu gibi PETG filamentlerde de hemen hemen aynı renk çeşitliliğine sahipsin. Yeşil, kırmızı, mavi, turuncu ve sarı tonlarının yanı sıra yarı saydam veya renkli yarı saydam değişkenleri de mevcuttur.

PETG Filament İçin 3D Yazıcı Ayarları Nelerdir?
Fiyatların değişken olması gibi, PETG filament için en uygun 3D yazıcı ayarları da filament üreticisine bağlı olarak değişecektir. Yine de, bu filamentin her makarasından bekleyebileceğin genel bir dizi özellik vardır. Baskı sıcaklığı genellikle 220°C - 250°C arasında değişirken, 50°C - 75°C arasında bir yatak sıcaklığı önerilmektedir. Genellikle, malzeme oldukça değişikliğe açıktır ve çok çeşitli sıcaklıklarda da basılabilir.
PETG filament yazdırırken daha fazla başarı ve daha yüksek kalite elde etmenin birkaç yolu vardır. İlk olarak, ilk katmanlarda dikkat et. Ekstrüde edilen malzeme biraz akışı az ise, muhtemelen sıcaklığı biraz yükseltmek isteyeceksin. Ayrıca, her zaman yaklaşık 15 mm/s’lik düşük baskı hızıyla başlamalısın. Bu düşük hız, genellikle malzemende en iyi sonucu veren baskı hızını bulmana yardımcı olur. En iyi ayarların ne olduğunu keşfettikten sonra, baskı hızını arttırabilirsin.
PETG Filament İçin Mükemmel Baskı Sıcaklığı
PETG filament için en uygun baskı sıcaklık aralığına sahip olsan da, kendi filament makaraların için kesin sıcaklığı belirlemelisin.
ABS’ye benzer şekilde, PETG, PLA’dan daha sıcak sıcaklıklara ihtiyaç duyar. Genel olarak, sıcak uç 220 ila 250°C’ye ısıtılmalıdır. Baskı katmanları yapışmazsa, sıcaklığın çok düşüktür. Bu yaygın bir sorundur, bu nedenle nozzle sıcaklığının yeterince yüksek olduğundan emin ol. PETG filamentte oldukça nadir görülmesine rağmen, baskı sarkık ve dağınıksa, nozzle sıcaklığı çok yüksektir.
En iyi baskı sıcaklığını bulmanın en kolay yolu deneme yanılmadır. Çok sayıda deneme baskısı yap ve sonuçları karşılaştır. Her deneme baskını, baskıyı etkileyen tek faktörün sıcaklık olmasını sağlamak için düşük bir hızda yapmalısın.
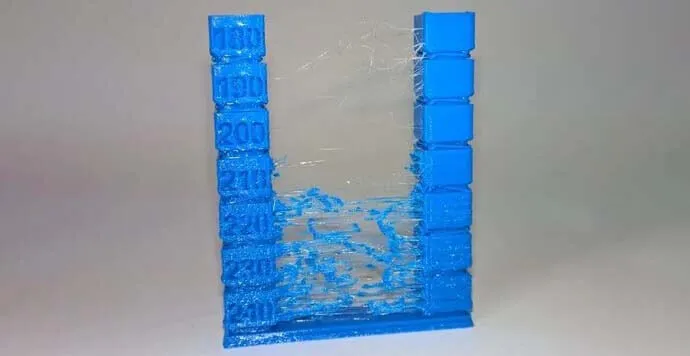
Verilen aralığın altında başla ve beş derecelik aralıklarla baskı sıcaklığını artırarak testleri yazdır. Sıcaklığın ortak etkilerinin çok yüksek veya düşük olduğuna dikkat et. Daha sonra baskılarını karşılaştır ve hangi sıcaklığın filamentinle en iyi sonuçları verdiğini belirle.
İdeal sıcaklığı belirlemek için daha hızlı bir yöntem bir sıcaklık kulesi kullanmaktır. Her şey yolunda giderse, yalnızca tek bir test yapman yeterlidir.
PETG Filament İçin Yatak Sıcaklığı Ayarı
ABS filamentten farklı olarak PETG, ısıtılmış bir tablaya ihtiyaç duymaz, çünkü neredeyse hiç parçanın kenarlarını bükülmez veya kalkma (warping) yapmaz.
Ancak, yine de 3D yazıcının yatağının ısıtılabilir olması iyi olacaktır. PLA filamentinin yatak sıcaklığına benzer sıcaklıklarda (50 ila 75°C arasında) yaparsan, bu sıcaklık PETG filamentin yapışmasını sağlar. Hatta bazı filament üreticileri 100°C’ye varan yatak sıcaklıklarında baskı yapılmasını da öneriyorlar.
Baskı sıcaklıklarında olduğu gibi, yatak için de yanlış sıcaklıklar bazı kusurlara neden olabilir. Yatak çok sıcaksa, ilk katmanın yaygın ve geniş olması sorunu ile karşılaşman büyük bir olasılıktır.
Alternatif olarak, filament tablaya düzgün yapışmıyorsa, çok soğuk olabilir. Doğal olarak, bu, ısıtılmış yatak olmadan baskı yapıyorsun anlamına da gelir. Bu sorunu çözmenin en iyi yolu, satina cam ile Egos marka Ultra Güçlü Tutuş (4 numara) saç spreyi veya kapton bandı gibi yüzeye plastiğin iyi yapışmasını sağlayan malzemeler kullanmalısın.

PETG Filament İle Mükemmel Baskılar Almak İçin Diğer Ayarlar
Sıcaklığa ek olarak, PETG filament için harika baskılar elde etmene yardımcı olabilecek birkaç faktör daha vardır.
- PETG filamenti en iyi saç spreyi uygulanmış satina cama basabilirsin.
- PETG filament en az bükülme ve kalkma yaptığından, soğutma fanları kullanabilirsin. Bu, genel baskı kalitesini artırır ve eğimli bölgeleri düzgün hale getirir. Soğutma fanı hızını %20 ila %50 arasında bir yere ayarlaman tavsiye edilir.
- PETG filament higroskopiktir, yani havadan nemi kolayca emeceği anlamına gelir. Bu, baskı kalitesini olumsuz yönde etkileyeceğinden dolayı kuru bir alanda tutulması önemlidir. Gerekirse, yazdırmadan önce fırında ısıtın. Detaylı bilgi için aşağıdaki “PETG Filamenti Nasıl Saklamalısın?” başlığına göz at.
- PETG filament ile baskılarda tel veya saçak yapılar sıkça görülür. Geri çekme (Retraction) ayarları bu sorunu çözmede yardımcı olacaktır. Ancak baskı sıcaklığını düşürmek de işine yarayabilir.
Genel olarak, PETG filament genellikle kapalı kasaya sahip 3 boyutlu yazıcı ya da ısıtmalı yatak gerektirmediğinden, neredeyse tüm FDM 3D yazıcılarla uyumludur ve baskı yapmak çok kolaydır.
PETG Filamentte Saçakların Giderilmesi
Tel veya saçak yapılar, 3D yazıcılarda çok yaygın bir sorundur. Temel olarak, ekstrüderin modelin iki noktası arasında hareket ederken filamentin erimesi sırasında meydana gelir. Bu sorun, baskılarda çıkarılması zor olabilecek rahatsız edici saçaklara neden olur.

PETG filament ile baskılarda özellikle saçaklanma sıkça görülür, çünkü PETG filamentin iyi bir akışa sahip olması için nispeten yüksek bir nozzle sıcaklığına ihtiyaç vardır. Bu artan sıcaklık saçaklanmayı artırır ve filamentin iki nokta arasında hareket ederken serbestçe akmasını sağlar.
Geri Çekmeyi (Retraction) Arttır ve Minimum Hareket (Travel Distance) Mesafesini Azalt
Saçaklanma ile mücadele etmenin en etkili yolu ilk önce dilimleme yazılımından (örneğin Cura) geri çekme (retraction) ayarlarını değiştirmendir. Filament geri çekilirken, ekstrüder motoru filamentin nozzle’dan belli bir miktar geri çeker. Bu işlem, parçalar arasında istenmeyen sızıntıları önlemeyi amaçlar.

Dilimleme yazılımındaki ayarlarda, ilk önce geri çekme mesafesini 1 mm’lik artışlarla ve geri çekme hızını 5 mm/s’lik artışlarla artırmaya çalış. Ardından, 3D yazıcın için mükemmel geri çekme ayarlarını bulmak için bu ayarları küçük adımlarla tekrarla.
Geri çekme ile ilgili olarak, minimum hareket mesafesini (travel distance) azaltmayı da deneyebilirsin. Bu ayar, filamenti tamamen geri çekmeden önce baskı kafasının gitmesi gereken minimum mesafeye karar verir. Bunu azaltmak, küçük mesafelerin bile saçaklanmalardan kurtulmasını sağlayacaktır.
Hareket Hızını (Travel Speed) Artır
PETG filamentte saçaklanma için bir diğer çözüm, hareket hızını (travel speed) arttırmaktır. Ekstrüder iki nokta arasında ne kadar hızlı hareket ederse, eriyen filamentin sarkması o kadar az olacaktır.
Mükemmel hareket hızını bulana kadar 3 boyutlu yazıcının hareket hızını 10 mm/s’lik artışlarla artırmayı dene. Bazı filament üreticileri 200 mm/s’ye kadar hareket hızlarını önermektedir.

Nozzle Sıcaklığını Düşür
PETG filamentin aşırı ısınırsa, geri çekme veya hareket hızı ayarlarından bağımsız olarak aşırı akış olacaktır. Saçaklanmayı önlemek için geri çekme ve hareket hızı ayarları işe yaramadıysa, 3D yazıcının baskı sıcaklığını, yani nozzle sıcaklığını, düşür.
3D yazıcının baskı sıcaklığını düşürmek için, bir sıcaklık kalibrasyon bloğu veya sıcaklık kulesi yazdırmanı öneririz. Çoğu kule modelleri, tek bir testte mükemmel nozzle sıcaklığını bulmak için talimatlarla birlikte gelir.
PETG Filament Modelin Çatlaması Sorunu
PLA filament kullandıktan sonra PETG filamente geçiş yaptığında, PETG’nin çok kolay bir şekilde çatladığını görebilirsin. PLA filament çok miktarda soğutma ile iyi sonuçlar verse de PETG çok hızlı bir şekilde soğutulursa çatlayabilir.

PETG filament ile ürettiğin modellerin katmanları ayrılmaya veya çatlamaya başlarsa, soğutma fanının hızını azalt. PETG formunu, PLA’dan çok daha yüksek sıcaklıklarda korur. Azaltılmış fan soğutması ile filamentin katmanlara daha iyi yapışmasına zaman tanınacaktır.
PETG Filament Destek Yapıları Ayarı
Diğer FDM 3D yazıcı filamentlerinde olduğu gibi, PETG filamentte de basılan bazı modellerde destek yapıları gerekebilir.

Bununla birlikte, modelin 3 boyutlu yazıcı yatağına yapışması ayarlandıktan sonra, PETG filament kendi kendine çok iyi yapışabilir. Bu nedenle, destekler yapılarının asıl modelden çıkarılması zorlaşır. Dilimleme yazılımında daha gelişmiş ayarları kurcalamak ve destek yapıları ile gerçek model arasındaki mesafeyi (örneğin “Support Z Gap”) artırman gerekebilir.
3D Yazıcı Isıtılabilir Tablaya Sahip Değilse Ne Yapmalısın?
PETG filament için 3D yazıcıda ısıtılmış bir yatak zorunluluğu yoktur. Ancak ısıtılabilir yatak, özellikle büyük ölçekli baskıların bükülmesinden kaçınmak söz konusu olduğunda kesinlikle bir avantajdır.
Her zamanki saç spreyi veya kapton bant tekniklerini deneyebilirsin. Bazı üreticiler bunların PETG filament ile işe yaramayacağını söylese de 3 boyutlu yazıcı dünyasında olan birçok şey gibi, en iyi uygulamayı bulmak sabır ve denemeye istekli olmaktadır.
PETG Filamenti Nasıl Saklamalısın?
PETG filament kuru bir ortamda saklanmalıdır. Havadaki nem filamenti değiştirebilir, 3D yazıcıda hatalara ve yanlış baskılara eden olabilir. Bunun nedeni, bu malzemenin higroskopik olması, yani havadan nemi emmesidir. Bunun baskı üzerinde olumsuz bir etkisi olduğundan, 3D yazıcı filamentini silikat poşetler kullanarak serin ve kuru bir yerde saklamanı öneririz.
Geliştirilmiş bir dizi saklama çözümü vardır ve kendi başına bile kolayca yapabilirsin. Filamentlerin saklama koşulları ile ilgili detaylı bilgi için Filament Depolama Rehberi yazımızı okumanı tavsiye ederiz.

İlgili Makaleler
- 3D Yazıcı Nedir, Nasıl Çalışır?
- Hangi 3D Yazıcıyı Nasıl Almalı?
- 3D Yazıcı Kalibrasyonu Nasıl Yapılır?
- 3D Yazıcı Sorunları
- Filament Çeşitleri
- Filament Geri Dönüşüm
- PLA Filament Nedir?
- ABS Filament Nedir?
- Naylon Filament Nedir?
- PC Filament Nedir?
- Metal Filament Nedir?
- İletken ve Manyetik Filament Nedir?
- Karbon Fiber Filament Nedir?
- ASA Filament Nedir?
- PP Filament Nedir?
- CPE Filament Nedir?
- PEEK Filament Nedir?