Isıtıcı Tablaya Filamentin Yapışmama Sorunu ve Çözümleri
Filamentin yatağa yapışması, 3D baskılı plastiğin baskı sırasında baskı tablasına “yapışma” yeteneğidir. 3D baskılar baskı tablasına yapışmadığında kıvrılmış, kaymış ve feci baskı sonuçlarına neden olabilir. Üreticiler, baskı sırasında filamentin ısıtıcı tablaya yapışmasını sağlamak için çeşitli baskı yüzeyleri kullanırlar.
En yaygın olarak kullanılan yüzeyler; alüminyum, paslanmaz çelik, cam, Buildtak, kapton bant, PET bant, maskeleme bandı veya PEI filmdir. Ancak, her filamentin yapışması için en iyi yatak tipi yoktur. Yatak yapışmasını etkileyen önemli faktörlerin neler olduğunu öğrenmek için okumaya devam et.
Tablaya Yapışma İçin Önemli Olan Nedir?
Filamentin ısıtıcı tablaya yapışması üç faktöre bağlıdır:
- Plastik, yatağa ne kadar uyumlu?
- Termal genleşme oranı
- Baskı ne kadar düz?
Yüzey Uyumu
Islatma, bir sıvının katı bir yüzeye uyma ve ona yapışma yeteneğini ifade eder. Filament bir baskı tablasına ekstrüde edildiğinde, baskı sırasında yapı yüzeyine uymaya çalışır. İdeal olarak plastik, kendisi ile plastik arasında yüksek bir yüzey alanı olan bir yapı yüzeyine yapışacaktır. Büyük parçalar için, baskı tablasına temas eden yüzey alanı geniştir. Baskının baskı tablasına yapışma yeteneği genellikle oldukça büyüktür. Bu nedenle, temas yüzey alanını artırmak için baskıların tabanına genellikle kenarlar eklenir. Bu, yapışmayı önemli ölçüde iyileştirir.
Termal Genleşme

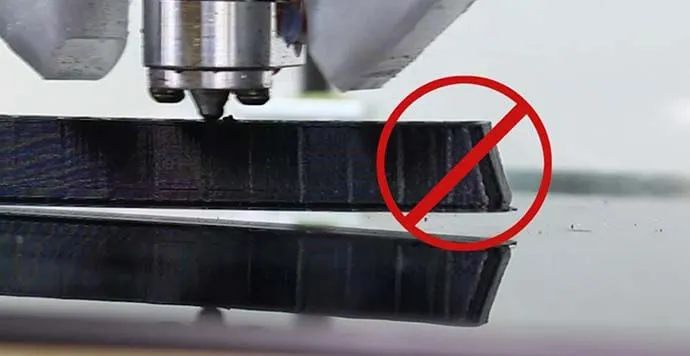
Termal genleşme, çeşitli sıcaklıklarda bir nesnenin boyutlarındaki değişikliği tanımlar. Baskının altı ile üst kısmı arasındaki sıcaklık farklılıkları, 3D baskı sırasında bir nesnenin kenarlarının soyulmasına neden olabilir. Bu, baskı için ısıtılmış tablalar gerektiren ABS gibi malzemeler için sorun teşkil eder. Ne yazık ki, termal genleşme ile 3D baskı arasında hassas bir denge vardır. Bir 3D nesne oluşturmak için plastik katmanların biraz soğuması gerekir, ancak bu kenar soyulmasına neden olacak kadar değil. Bu sorun aynı zamanda eğrilme (warping) olarak da bilinir.
Baskı sırasında uygun önlemler alındığı sürece termal genleşme ile başa çıkılabilir.
Yatağın ve muhafazanın (özellikle kapalı kasaya sahip 3D yazıcılar için) sıcaklığı, yatak yapışmasının önemli yönleridir. Bu, termal genleşmeyi azaltmak için alt tabakaların sıcaklığını ve çevreleyen havanın sıcaklığını ayarlar. 3D baskı sırasında stabil kalan sıcaklık sayesinde eğrilme daha az meydana gelir ve daha iyi yapışma elde edilir.
Tablanın Temizliği
İyi bir baskı, iyi bir yüzeyle başlar. Tabla yüzeyinin temizliğinden şüpheleniyorsan, baskıdan önce her seferinde tablayı alkol ve mikrofiber bezle temizle. Doğal olarak, kullandığın baskı tablası malzemesinin ispirto ile kimyasal olarak uyumlu olup olmadığını kontrol etmende fayda var. Çok yaygın bir yatak malzemesi olan cam kullanıyorsan bu konuda endişe etmene gerek yok. Bu temizlik ile baskı tablasındaki kirletici maddelerin plastiğin yapı yüzeyine yapışmasını engelleyeceksin.
Yatak Kalibrasyonu
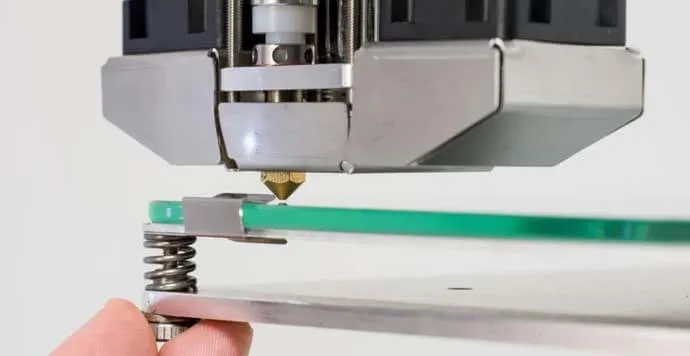
Çoğu yazıcı, yatağın konumunu kontrol eden birkaç vida veya düğme içeren ayarlanabilir bir yatak içerir. Yazıcının ayarlanabilir bir yatağı varsa ve ilk katmanı yatağa yapıştırmakta sorun yaşıyorsan, kontrol edeceğin ilk şey, yazıcının yatağının düz olmasıdır. Yatak düz değilse, yatağın bir tarafı nozzle’a çok yakın, diğer tarafı ise çok uzakta olabilir. Mükemmel bir ilk katman elde etmek için düz bir baskı yatağı gerekir.
Yatak seviyesini ayarlamak için “3D Yazıcı Kalibrasyonu Nasıl Yapılır?” kılavuzumuzda nasıl yapabileceğini anlattık.
İlk Katman Hızı
Baskı tablası üzerine ilk plastik katman serilirken, bir sonraki katmana başlamadan önce plastiğin yüzeye düzgün bir şekilde yapıştığından emin olmalısın. İlk katmanı çok hızlı yazdırırsan, plastiğin yapı platformuna bağlanması için zaman kalmayabilir. Bu nedenle, plastiğin yatağa bağlanması için zamana ihtiyacı vardır. İlk katmanın daha yavaş bir hızda basılması bir diğer çözümdür. Cura ve Simplify3D gibi dilimleme programlarında bu hız ayarlarını yapabilirsin. Örneğin bir baskında “İlk Katman Hızı” etiketli ayarı %50 olarak ayarla, bu ilk katmanın diğer katmanlardan %50 daha yavaş yazdıracağı anlamına gelir. Yazıcının ilk katmanda çok hızlı hareket ettiğini düşünüyorsan, bu ayarı daha da düşürebilirsin.
Nozzle Sıcaklığı
Ekstrüde edilmiş plastik ile soğuyan plastik arasındaki büyük sıcaklık farkı, büyük olasılıkla baskıda eğrilmeye neden olacaktır. Sıcaklık aralığı (210–250°C) baskıda termal genleşme kuvvetlerine neden olabileceğinden dolayı ABS filament ile yazdırırken baskının eğrilmesine neden olur.
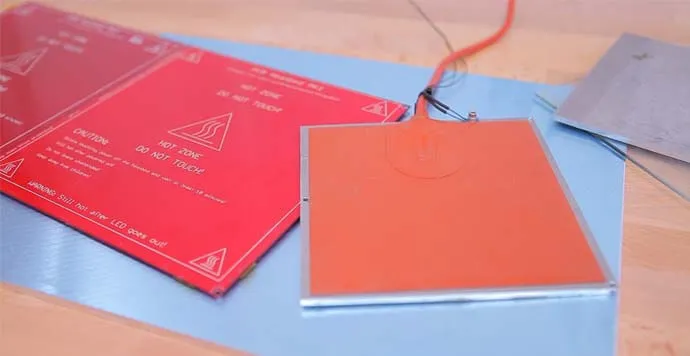
Isıtmalı Yatak
Daha yüksek yatak sıcaklıkları, extrüde edilmiş filamentin daha uzun süre erimiş halde kalmasını sağlar. Bu, filamentin yatağa uzun süre yapışık kalmasını sağlar.
Ancak, çok fazla ısı baskı boyutsal kararlılığını bozabilir. Bu, daha yüksek katmanların ağırlığı, yeterince soğumadan alt katmanları ezmesinden dolayı meydana gelir. Nesnenin boyutu, ısıtıcı tablanın boyutundan taşıyorsa yatak sıcaklığını 5 derece artırmak yardımcı olabilir. Baskı bittiğinde yüzey kalitesi iyi değilse yatak sıcaklığını eski haline getirebilirsin.
Yatak Sıcaklığı ve Soğutma Fanı
Plastik, sıcaktan soğuğa geçerken küçülme eğilimindedir. Örnek vermek gerekirse, ABS filament ile basılmış 100 mm genişliğinde bir parça hayal et. Ekstrüder bu plastiğe 230°C baskı yapıyorsa ve soğuk bir tablaya biriktiriliyorsa, plastiğin sıcak nozülden çıktıktan sonra hızla soğuması muhtemeldir. Bazı yazıcılar, kullanıldıklarında bu soğutma sürecini hızlandıran soğutma fanları da kullanır. Bu ABS parçası 30°C’lik bir oda sıcaklığına kadar soğutulursa, 100 mm genişliğindeki kısım neredeyse 1,5 mm küçülür. Ne yazık ki, yazıcıdaki baskı tablası, genellikle oldukça sabit bir sıcaklıkta tutulduğu için bu kadar küçülmeyecektir. Bu nedenle, plastik soğurken baskı tablasından ayrılma eğiliminde olacaktır. Bu, ilk katmanı yazdırırken aklında bulundurman gereken önemli bir gerçektir. Katmanın başlangıçta yapışmış gibi göründüğünü, ancak daha sonra soğudukça baskı yatağından ayrıldığını fark edersen, tablayı ısıtma ve soğutma fanı ayarlarını tekrar kontrol etmeni tavsiye ederiz.
ABS gibi yüksek sıcaklık ile çalışan malzemeleri basabilen birçok 3D yazıcı, bu sorunları yaşamamak için ısıtmalı bir yatağa sahiptir. Yatak, baskının tamamı için 110°C’lik bir sıcaklığı ısıtılırsa, ilk katmanı büzülmemesi için sıcak tutacaktır. Bu nedenle, yazıcıda ısıtmalı bir yatak varsa, ilk katmanın soğumasını önlemek için yatağı ısıtmayı deneyebilirsin. Genel bir başlangıç noktası olarak PLA, 60-70°C’ye kadar ısıtılan bir yatağa iyi yapışır, ABS ise genellikle yatak 100-120°C’ye ısıtıldığında daha iyi çalışır. Bu ayarları Cura ve Simplify3D dilimleme programlarında yapabilirsin.
Yazıcının bir soğutma fanı varsa, ilk katmanların çok hızlı soğumaması için yazıcının ilk birkaç katmanı için o soğutma fanını devre dışı bırakmasını ayarlayabilirsin. Bu ayarı da yine Cura ve Simplify3D programlarında yapman mümkün.
Diğer Temel Çözümler
3D baskıların ısıtıcı tablaya yapışmasında iyi bir yüzey oluşturmak için yapabileceğin diğer şeyler:
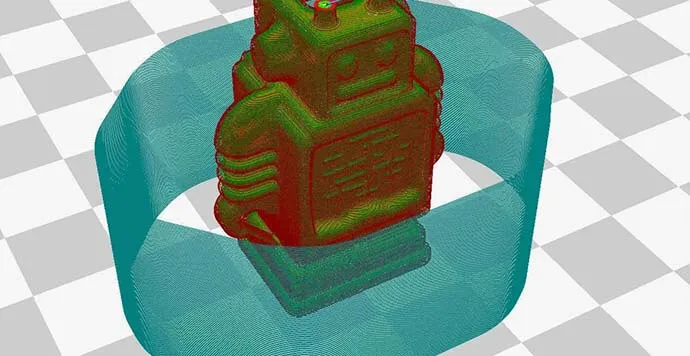
- Brim kullan: Brim, baskının yapı yüzeyi ile sahip olduğu yüzey alanını artırmak için kullanılır. Daha fazla temas, daha fazla tutunma kuvveti anlamına gelir. Bu nedenle, Brim kullanımı her zaman baskı yapışmasını iyileştirir.
- Raft kullan: Raft, baskının potansiyel olarak sorunlu alt katmanı yerine yazdırması daha kolay bir platformla dengelemek için kullanılır. Yatak yapışma sorunları yaşıyorsan, baskın için bir Raft kullanabilirsin. Raft üzerindeki baskı yüzeyi kötü görünebilir. Bunun nedeni, baskı sırasında Raft’ın üzerinde parçalar kalabilir. Dolayısıyla, Raft ile temas eden yüzeyin mükemmel görünmesi gerekmiyorsa, yapışmayı iyileştirmek için en iyi yöntem olabilir.
- Fan hızını değiştir: İlk katman ve tüm baskı sırasında fanın hızı, baskı yapışmasını etkileyebilir. Genel olarak, plastik ne kadar uzun süre eritilirse o kadar iyi yapışır. Bu nedenle, daha düşük fan hızı genellikle yapışmada daha iyi sonuçlar alınmasını sağlar. Ancak bunun plastiğin soğutma ihtiyaçları ile dengeli olması gerekir. Hiç soğutma olmadan filament çok erimiş olacak ve baskının geometrisi tehlikeye girecektir.
- Rüzgarlık kullan: Rüzgarlık (draft shield), yazdırma sırasında baskının etrafındaki ortam ısısını tutarak eğrilmeyi önlemeye yardımcı olur. Bu, baskı ile çevreleyen hava arasında daha küçük bir sıcaklık farkı yaratır ve bu nedenle baskıyı yapı yüzeyinden çeken daha az kuvvet oluşturur.
- İlk katman ayrıntılarını düzenle: İlk katmanı etkileyen birçok birkaç ayar vardır. Mümkün olan en iyi yapışmayı elde etmek için ilk kat ayarlarının mükemmelleştirilmesi hakkında bilgi almanı tavsiye ederiz. Bu sana ilk katmanın nasıl görünmesi gerektiğiyle ilgili ayrıntılar verecektir. Ek olarak, baskı hızı gibi ayarlar ile ilk katmanın nasıl yazdırılması gerektiğini de açıklar.
Baskı Tablası Yüzeyini Hazırlama
Bu teknikler esas olarak baskıyı tabla yüzeyine “yapıştırır”:
- Tuz çözeltisi, erimiş bir filamentin bileşimini değiştirerek yapı yüzeyine daha iyi tutunmasını sağlar.
- Saç spreyi, filamentin yüzeye tutunmasını artırır. Egos Sprey Ultra Güçlü Tutuş 250 ml 4 Numara saç spreyini kullanabilirsin.
- Pritt tutkal da işe yarar. Mümkünse renkli tutkal kullan, çünkü şeffaf tutkal çubuğuyla, yeterli kaplamanın uygulanıp uygulanmadığını söylemek bazen zor olabilir.
İlgili Makaleler
- 3D Yazıcı Nedir, Nasıl Çalışır?
- Hangi 3D Yazıcıyı Nasıl Almalı?
- Ucuz 3D Yazıcı
- Yerli 3D Yazıcı
- 3D Yazıcı Sorunları
- Filament Çeşitleri
- Filament Özellikleri
- Ücretsiz 3D Modeller
- Üç Boyutlu Tasarım Nasıl Yapılır?
- Tinkercad ile Üç Boyutlu Tasarım
- FreeCAD ile Üç Boyutlu Tasarım
- 3D Yazıcılar İçin Dilimleme Yazılımları (3D Slicer)
- Cura Dilimleme Yazılımı Kurulum ve Ayarları