Katmanlarla ilgili Sorunlar - 3D Baskı Kalitesi Sorunları
BoyutKat ekibi olarak bu yazımızda, 3D baskı sırasında katmanlarda sık yaşanan baskı sorunlarını işliyoruz. Yazıda anlattığımız çözüm önerileri arasında, kullandığın 3D yazıcı filamentini ilgilendirenler, 3D yazıcı ayarlarında yapılabilecek değişiklikler ya da 3D yazıcı kalibrasyonunu içeren adımlar var.
İlk Katmanın Bozuk Olması Sorunu
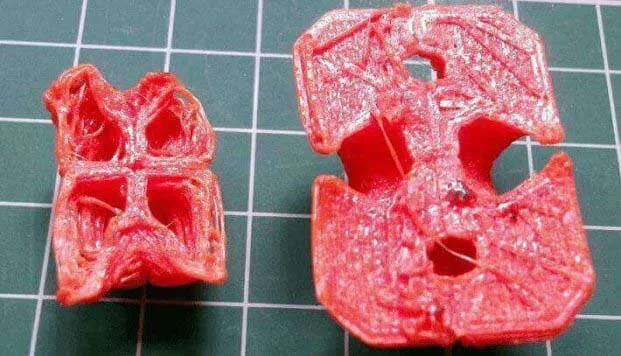
Bir baskının en çok ilk katmanları sorun yaratır. Bunun nedeni modelin ilk katmanının tablaya yapışmamasıdır. Ayrıca, aşağıdaki resimde de görebileceğin gibi soldaki parça tablaya sağdakinden daha az yapıştığı için daha çok büzülmüştür.
Sorun Neden Kaynaklanır?
İlk katmandan kaynaklı sorunlar genelde 3D yazıcı yatağının düzgün bir şekilde kalibre edilmemesinden kaynaklanmaktadır. Eğer ısıtıcı uç (nozzle) yataktan çok uzaksa, ilk katman genellikle istenmeyen şekillerde olur ve tablaya yapışmaz. Eğer ısıtıcı uç tablaya çok yakınsa, bu sefer de ilk katman yapışmayacaktır.
Yatak sıcaklığının çok yüksek olması da ilk katmanda ve daha sonraki katmanlarda parçanın bozulmasına neden olabilir.
Sorun Nasıl Giderilir?
-
Yatak Kalibrasyonunu Yap: Her 3D yazıcının yatağının kalibre edilmesi için farklı yöntemleri vardır. Bazı 3D yazıcılar otomatik kalibrasyon yapaniliyorken, çoğu yazıcı manuel olarak kalibre edilmek zorundadır. 3D yazıcı kalibrasyonu ile ilgili bilgiye 3D Yazıcı Kalibrasyonu Nasıl Yapılır? yazımızdan ulaşabilirsin.
-
Yatak Sıcaklığını Kontrol Et: Yatak sıcaklığını, istenilen düzeyde baskı alana kadar 5’er derece azalt.
İlk Katmanın Yaygın ve Geniş Olması Sorunu
Modelin ilk katının hafifçe dışarı çıkması sorunudur.

Sorun Neden Kaynaklanır?
İlk katmanın yaygın olması sorunu, ortamın çok sıcak olmasından dolayı malzemenin yeterli sürede donmamasından ve yatak kalibrasyonunun bozulmuş olmasından kaynaklanır. Bu durum özellikle ısıtılabilir tablaya sahip 3D yazıcılarda sık görülmektedir.
Sorun Nasıl Giderilir?
-
Yatak Sıcaklığını Kontrol Et: 3D yazıcılarda modelin ilk katmanının yayılması sorununu önlemek ve diğer katmanların düzgün bir şekilde inşaa edilebilmesi için yatak sıcaklığının azaltılması gerekir. Ancak, sıcaklığı çok fazla azaltırsan bu sefer de 3D baskının ilk katının tablaya yapışmamasına ve katmanlar arası ayrılmalara neden olabilirsin. Doğru sıcaklığı bulabilmek için yatağın sıcaklığını 5 derecelik aralıklarla (filament için önerilen sıcaklığın +/- 20 derecesine kadar) düşürmeye başla. Parçanın alt veya üst kalınlığı, dilimleme yazılımında (slicer) 0.6mm olarak ayarlanmışsa, soğutma fanını (fan duct) biraz daha düşük bir yükseklikte veya katmanda başlat.
-
Yatağı Kalibre Et: Çoğu zaman 3D baskı sorunlarının nedeni yatak kalibrasyonunun yanlış yapılmasından veya kalibrasyonun bozulmasından kaynaklanır. Her 3D yazıcı, yatak kalibrasyonunu farklı bir yöntem ile yapar. Senin 3D yazıcının üreticisinin önerdiği prosedüre göre ayarlama yapmalısın. 3D yazıcı kalibrasyonu hakkında bilgiler için: 3D Yazıcı Kalibrasyonu Nasıl Yapılır?
Bir kalibrasyon küpü yazdır ve yazıcının filamenti tablaya bastığını izle. Küpü yazdırırken ilk katmanın yatak üzerinde düzgün olup olmadığını kolayca görebilmelisin.
Benzer şekilde, döküm ucunun (nozzle) tablaya çok yakın olup olmadığını, yakınsa erimiş filamenti yataktan kazıdığını, çok yüksekteyse filamentin birikme ve kabarmasına neden olduğunu görebilirsin.
-
Nozzle Yüksekliğini Arttır: Döküm ucunun (nozzle) yüksekliğini hafifçe yükseltmek çoğu zaman sorunu çözmende yardımcı olabilir, ancak yükseliği fazla yaparsan bu sefer de ilk katman tablaya yapışmaz.
-
İlk Katman Tasarımında Değişiklik Yap: Diğer bir seçenek de modelinin tabanında pah kırmaktır. Elbette, bu yalnızca modeli kendin tasarladıysan ve müdahale edebiliyorsan geçerli. 5mm ve 45º pah ile başlayabilirsin. Ancak en iyi sonucu almak için biraz deneme yapan gerekiyor.
Katman Hizalama Sorunu
Modelin katmanlarının olması gerektiği gibi hizalanmamasıdır. Bu sorunda, dış duvarda hizalama sorunu vardır ve bu da düz olmayan bir yüzeye neden olur. Sorunun yalnızca tek yönde baskıyı etkilemesi muhtemeldir; önden arkaya veya soldan sağa gibi.
Sorun Neden Kaynaklanır?
3D yazıcının somun, cıvata ve kayış gibi parçaları zamanla gevşer ve bunların sıkılaştırılması gerekir. Katmanların düzgün hizalanamamasının etkisiyle üst katmanlarda daha belirgin etkiler görülür. Parçaların düzenli olarak kontrol edilmezse, bu sorun neticesinde katmanların kayar.
Sorun Nasıl Giderilir?
-
Kayışları Kontrol Et: Kayışların her birinin yeterince sıkı olduğundan emin ol ve aşırı sıkı olmamasına da dikkat et. Kayışları kıstırırken iki kayışta da biraz direnç hissetmen gerekir. Kayışın üst kısmının alt kısmından daha sıkı olduğunu tespit etmen, kayışların sıkılaştırılmaları gerektiğine dair kesin bir işarettir. Prusa i3 gibi bazı 3D yazıcılar, içinde yerleşik kayış gergileriyle (mandala benzeyen metaller) birlikte gelir.
3D yazıcı kayışları iki kasnak etrafına bağlanmış sürekli bir döngüdür. Zamanla kayışın bir kasnağa kayması ve tabana göre kademeli olarak daha da sertleşmesi sıklıkla görülür. Bu da katman kaymasına neden olabilir.
-
Millerin Temiz ve Yağlanmış Olduğunu Kontrol Et: Zamanla miller üzerinde toz birikebilir. Bu da ekstrüderin yumuşak bir şekilde hareket etmesini engeller ve katman kaymasına neden olur. Millerin iyice silinmesi ve yeniden yağlanması sorunu çözecektir.
-
Kayış ve Mil Hizalamasını Kontrol Et: Ekstrüderin belirli noktalarda gevşemiş olduğunu görürsen, millerden birinin hafifçe bükülmüş olma ihtimali yüksektir. 3D yazıcının gücünü keserek motorları kapat. Ardından ekstrüderi X ve Y ekseni boyunca elinle millerden hafifçe tutarak ve paralelliği bozmayacak şekilde hareket ettir. Hareket sırasında bir direnç, sürtünme hissediyorsan bir şeylerin yanlış olduğunu anlayabilirsin. Daha sonra millerin hizalı olup olmadığını kontrol et. Eğer hizalılarsa, o zaman onları çıkar ve düz bir yüzeyde yuvarla. Mil yuvarlanırken herhangi bir bükülme var ise onu aynı ölçülerde bir mil ile değiştirmen gerekiyor.
-
Kasnakları Kontrol Et: Kasnaklar genellikle doğrudan bir step motoruna veya 3D yazıcı kafasındaki ekstrüderi hareket ettiren ana millerden birine bağlanır. Kasnağı dikkatlice döndürdüğünde üzerinde küçük bir set screw vida göreceksin. Hem mili hem de kasnağa geçirilmiş kayışı tutarak, kayışı kasnağı dönmeye zorlamak için elinle çek. Kasnağın mil ile birlikte dönmesi ve kasnak ile mil arasında kayma olmamasına dikkat et. Son olarak kasnak vidasını iyice sık.
Katman Atlama / Katmanlar Arası Boşluk Oluşma Sorunu
Bir parçanın baskısı sırasında 3D yazıcının bazı katmanlarda atlama yapmasından dolayı, parçada kısmen veya tamamen boşluklar oluşur.
Sorun Neden Kaynaklanır?
3D yazıcı, baskı sırasında bazı katmanlarda gereken filament ihtiyacını karşılayamaz. Filamentin az gelmesinden kaynaklı bu soruna “under-extrusion” denir. Bu sorun; filament (örneğin çap değişimi), filament makarası veya döküm ucunun (nozzle) tıkalı olmasından kaynaklanabilir.
Bir başka neden de yatağın hareket sistemindeki sürtünmenin, baskı kafasının hareketini geçici olarak engellemiş olması olabilir. Bu durum da, dikey yatak millerinin birbirine göre doğru hizalanmamasından kaynaklanır.
Yatağın hareketini sağlayan Z ekseni millerinden birindeki eğrilik, kirlilik veya milin aşırı yağlı olması da bu soruna neden olabilir.
Sorun Nasıl Giderilir?
-
Mekanik Kontrolleri Yap: Mekanik kontrole milleri kontrol ederek başla. Tüm millerin tablaya oturduğundan ve milletin hareket etmediğinden emin ol.
-
Millerinin Hizalarını Kontrol Et: Tüm millerinin mükemmel bir hizada olduğundan ve kaymadığından emin ol. 3D yazıcının gücünü kapat (veya step motorları devre dışı bırak) ve ardından ekstrüderi X ve Y ekseni boyunca yavaşça hareket ettirerek kontrol et. Harekete karşı herhangi bir direnç varsa, bükülmüş bir mil veya yatak milinden biriyle ilgili bir sorun olup olmadığını kontrol et.
-
Aşınmış Rulmanları Kontrol Et: Rulmanlar, miller hareket ederken genellikle ince bir sürtünme sesi oluşturarak aşındığını sana bildirir. Ayrıca, eğer bir sürtünme varsa ekstrüderde düzensiz hareket hisseder ve 3D yazıcının üretim sırasında hafifçe titrediğini görürsün. Bu durumda, 3D yazıcının gücünü kes ve ekstrüderi hareket ettirerek aşınan rulmanı tespit etmeye çalış.
-
Millerin Yağlı Olup Olmadığını Kontrol Et: Hareket eden aksamların yağlanmasının unutulmaması önemlidir. 3D yazıcı aksamlarının yağlanması için internette rahatça bulabileceğin bir dikiş makinesi yağı idealdir. Yağlamadan önce, millerin baskı kalıntılarından ve tozdan arındırılmış olduğuna emin ol. Tüm milleri temizledikten sonra iyice kurula. Ardından, millerin düzgün bir şekilde yağ ile kaplandığından ve düzgün bir şekilde hareket ettiğinden emin olmak için ekstrüderi X ve Y ekseni boyunca 3D yazıcının programını kullanarak hareket ettir. Yağlamayı fazla yaptıysan tüy bırakmayan bir bez ile fazlalığı alabilirsin.
-
Düşük Ekstrüzyon / Under-Extrusion: Son olarak under-extrusion yani malzemenin gerektiğinden az gelmesi sorunu olabilir. Bunun için aşağıdaki yer alan sorun başlığına bak.
Katmanların İnce veya Zayıf Görünmesi / “Under-Extrusion” Sorunu
Düşük ekstrüzyon ya da diğer bir adı ile “Under-Extrusion”, 3D yazıcıya baskı için yeterli malzeme sağlanamamasıdır. Bu sorunda ince katmanlar, istenmeyen boşluklar ve hatta tamamen eksik katmanlar meydana gelir.

Sorun Neden Kaynaklanır?
Bunun birkaç olası nedeni vardır. İlk olarak, kullanılan 3D yazıcı filamentinin çapı, dilimleme yazılımında ayarlanan çapla uyuşmuyordur. İkincisi, dilimleme yazılımındaki hatalı ayarlar nedeniyle filament kutusundan çekilmiş olan malzeme miktarı çok düşüktür. Üçüncü ihtimal ise döküm ucunun (nozzle) tıkanması sonucu filamentin ekstrüder içinde akışının zorlanmasıdır.
Sorun Nasıl Giderilir?
-
Filament Çapını Kontrol Et: En basit yöntem, dilimleme yazılımında doğru 3D yazıcı filament çapının girilip girilmediğinin kontrol edilmesidir. Filament çapı hakkında emin değilsen, önerilen baskı sıcaklığını ile çap değerini filament makarasının üzerinde bulabilirsin.
-
Filamentin Çapını Ölç: İstediğin sonuçları hala alamıyorsan ve filament akışı sorunu devam ediyorsa, filament çapını hassas dijital bir kumpas ile ölç. Daha sonra dilimleme yazılımında filament çapıyla ilgili ayarların doğru şekilde yapıldığından emin ol.
-
Isıtıcı Bloğun İçinin Temiz Olduğundan Emin Ol: 3D yazıcı ekstrüderinde bulunan ısıtıcı bloğun (hotend) içinin temiz olduğundan ve herhangi bir kirin olup olmadığından emin ol. Kirli ise temizle.
-
Ekstrüzyon Çarpanını Ayarla: Gerçek filament çapını dilimleme yazılımına girdiysen, ekstrüzyon çarpanı, yani “extrusion multiplier” (ayrıca akış hızı veya akış dengelemesi olarak da bilinir) çok düşük olabilir. Her dilimleyici yazılımı bunu biraz farklı şekilde ele alır. Ancak, sorunu düzeltene kadar bu değeri %5’lik adımlarla arttırabilirsin.
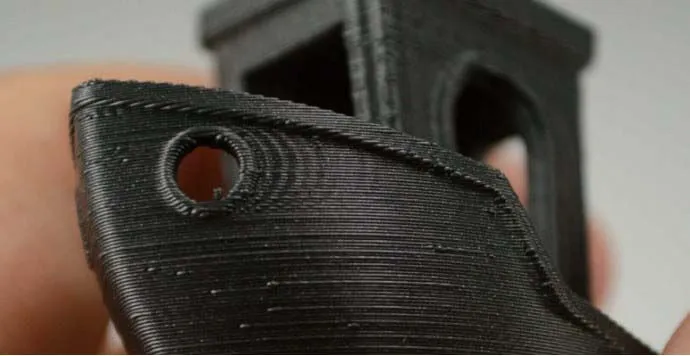
Katmanların Yatayda Kayması Sorunu
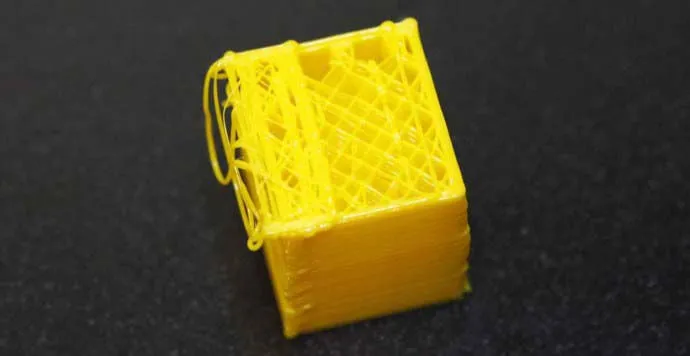
Alt ve üst katmanların kaymasıyla modelde bir basamak etkisi oluşur. Genellikle kayma oldukça azdır, ancak aşağıdaki resim örnek olması açısından sorunun daha belirgin olduğu bir baskıyı göstermektedir.
Sorun Neden Kaynaklanır?
Katmanların kaymasının çeşitli nedenleri vardır. Bunlar yazdırma işlemi sırasında meydana gelmiş olabileceği gibi, bükülmüş veya yanlış hizalanmış miller, katılaşmış filamente takılan nozzle da yatak pozisyonunda hafif bir kaymaya neden olabilir.
Sorun Nasıl Giderilir?
-
3D Yazıcının Sabitliğinden Emin Ol: 3D yazıcıyı sabit bir zemine yerleştir. 3D yazıcının küçük bir sarsıntısı bile baskı tabanını değiştirebilir ve sorunlara neden olabilir.
-
Baskı Tablasının Sabitliğini Kontrol Et: Birçok 3D yazıcı, çıkarılabilir baskı tablasına sahiptir. Çıkarılabilir yataklar her ne kadar baskıları çıkarırken 3D yazıcıya zarar vermemizi engellese de, yatağı takıp çıkarmak zamanla klipslerin ve vidaların da gevşeyebileceği anlamına gelir. Yatağı yeniden taktığında, baskı sırasında herhangi bir kayma veya hareketten kaçınmak için sıkıca yerine oturduğundan emin ol.
-
Soğutma Fanının Hızını Azalt: Bir modelin üst katmanları çok hızlı bir şekilde soğutulursa model kolayca bükülebilir. 3D baskının ilerleyen aşamalarında nozzle tıkanmaları meydana gelebilir. Tıkanan nozzle ile hareket eden ekstrüder donan filament çarpan ekstrüder, yatak alanının dışına çıkacaktır. Ancak, güçlü step motorlar modeli ve yatağı da hareket ettirebilir. Modelin üst katmanlarında bu sorunla karşılaşırsan soğutma fanının hızını biraz azaltmayı dene.
-
Yazdırma Hızını Düşür: 3D yazıcının nozzle sıcaklığını ve filament akış hızını artırarak 3D baskı süresini düşürmek mümkündür. Ancak bu, sorunlara neden olabilir. Yazdırma sırasında bir tık sesi duyarsan, bu 3D yazıcının normalden hızlı çalıştığının bir işareti olabilir. Bu durumda, bir sorun yaşamamak için filamentin ekstrüderde kayıp kaymadığını kontrol etmelisin. 3D yazıcının hızını herhangi bir dilimleme yazılımında kolayca ayarlayabilirsin.
-
Kayışları Kontrol Et: Katmanlar hala kayıyorsa, kayışları kontrol etmenin zamanı gelmiş demektir. Hızlıca tüm kayışları kontrol et. Her kayıştaki gerginlik aynı olmalıdır, öyle değilse, kayış gerginliğini düzeltmek için kayış konumunu ayarlaman gerekecek. Kauçuk kayışlar zamanla uzar ve kayışlarda oldukça fazla uzama varsa onları yenileriyle değiştirme zamanı gelmiştir. Aşırı gergin kayışlar da sorun yaratabilir, ancak bu genellikle 3D yazıcıyı kendin yaptıysan sorun olabilir. Prusa i3 gibi bazı 3D yazıcılarda, kayış gerginliklerini kolayca ayarlamanı sağlayan kayış gerdirme vidaları bulunur.
-
Kasnakları Kontrol Et: Kasnaklar genellikle doğrudan bir step motoruna ve 3D yazıcı kafasını (ekstruder) hareket ettiren millere takılır. Kasnağı döndürürsen, küçük set screw cinsi ayar vidası göreceksin. Mili ve kayışı tut ve kayışı çek. Kasnağı döndürmeye çalış. Kasnak ile motor mili arasında kayma olup olmadığını kontrol et. Kayma varsa, ayar vidasını sık ve tekrar dene.
-
Milleri Temizle ve Yağla: Zamanla miller üzerinde toz ve kir birikebilir. Bu da mil boyunca bazı noktalarda sürtünme artışına neden olabilir. Bu sürtünme, ekstrüderin serbest hareketini etkiler ve katman kaymasına neden olur. Millerin temiz bir şekilde silinmesi ve yeniden yağlanması genellikle sorunu çözer.
-
Millerin Hizalı Hareket Ettiğinden Emin Ol: Yazdırma kafası ekstrüderin belirli noktalarda gevşemiş olduğunu görürsen, millerden biri hafifçe bükülmüş olabilir. 3D yazıcıyı kapat ve motorlara giden gücü kes. Ardından elinle ekstrüderi X ve Y ekseni boyunca hareket ettirir. Hareket sırasında bir direnç hissediyorsan, bir şeylerin yanlış olduğunu anlayacaksın. Millerin hizalanıp hizalanmadığını kontrol et. Eğer hizalılarsa, milleri çıkar ve düz bir zemin üzerinde yuvarla. Herhangi bir büküklük var ise mili değiştirmen gerekecek.
Üst Katmanda Çapraz İz Sorunu
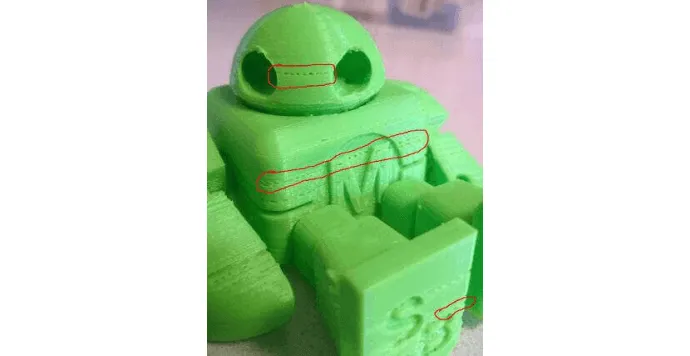
Yatay çizgiler, baskının üst katmanında ve genellikle bir taraftan diğerine çapraz şekilde görünür.
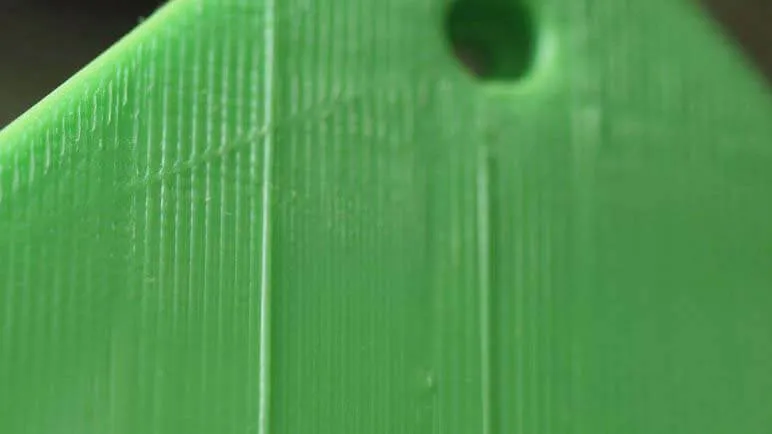
Sorun Neden Kaynaklanır?
3D yazıcı, art arda gelen katmanları düzenleyerek bir model oluşturur. Her katman ayarlandığında, baskı kafası (ekstrüder) X ve Y ekseni boyunca hareket eder. Katman tamamlandığında, ekstrüder Z ekseni boyunca kalkar ve bir sonraki katmanı ayarlamak için başlangıç noktasına döner. Bu noktada, yüzeylerde çizgiler meydana gelebilir. Bunlar bir dizi 3D yazıcı ayarından, filamentin sızması veya nozzle’ın modelin üst yüzeyini çizmesinden kaynaklanıyor olabilir.
Aşırı ekstrüzyon, yani fazla filament ittirme, başka bir nedendir. Çünkü ekstrüder, yüzeydeki fazla filamentleri sürükleyerek iz bırakır. Daha büyük düz yüzeye sahip modellerde, çapraz çizginin yüzeye doğru kaydığını görebilirsin.
3D yazıcı filamentinin yüksek bir sıcaklıkta eritilmesi de bir neden olabilir. Ancak, bazı ucuz veya uzun süre beklemiş filamentler nozzle’dan sızarak bu izlere sebep olabilir.
Sorun Nasıl Giderilir?
-
Tarama (Combing) Özelliğini Kapat: Tarama özelliği, ekstrüderi modelin önceden basılmış alanlarının üzerinde tutar ve bu nedenle filamenti geri çekme gereksinimini azaltır. Bu baskı hızını artırırken yüzeyde izlere neden olabilir. Tarama özelliğini kapatarak bu sorunu çözebilirsin.
-
Filamenti Geri Çekme Miktarını Arttır: Tarama özelliğini kapatmana rağmen sorun devam ederse, geri çekme (retraction) miktarını arttırmayı dene.
-
Ekstrüzyon Miktarını Kontrol Et: Filamentin akış hızını Cura dilimleme yazılımından ayarlayabilirsin. İlk olarak akış hızını %5 azalt ve filamentin doğru ekstrüzyonda ittirildiğini kontrol etmek için bir kalibrasyon küpü yazdır. (Bkz. XYZ 20mm Calibration Cube (www.thingiverse.com))
-
Nozzle Sıcaklığını Kontrol Et: Kaliteli bir 3D yazıcı filamenti kullanıyorsan sıcaklık ve çap toleranslarının iyi olmasından dolayı bu sorunu daha az yaşarsın. Ancak filamentin bir süredir dışarıda kaldıysa veya filamentin güneş ışığına maruz kalmışsa, sıcaklığa toleranslarının azaldığını görebilirsin. Bu nedenle, nozzle sıcaklığını 5ºC azalt ve tekrar dene.
-
Yatak Kalibrasyonunu Tekrar Yap: Yüzeyde oluşan çizgilerin tek nedeni filament değildir. Ekstrüder, baskı yüzeyinden yeterince yükseğe çıkmazsa nozzle, bir katmandan diğerine yüzeyi çizerek geçer. 3D yazıcını uzun süredir kalibre etmiyorsan, sıfırdan bir 3D azıcı kalibrasyonu yapmanı tavsiye ederiz. (Bkz. 3D Yazıcı Kalibrasyonu Nasıl Yapılır?)
Üst Katmanda Çukur ve Delik Oluşma Sorunu
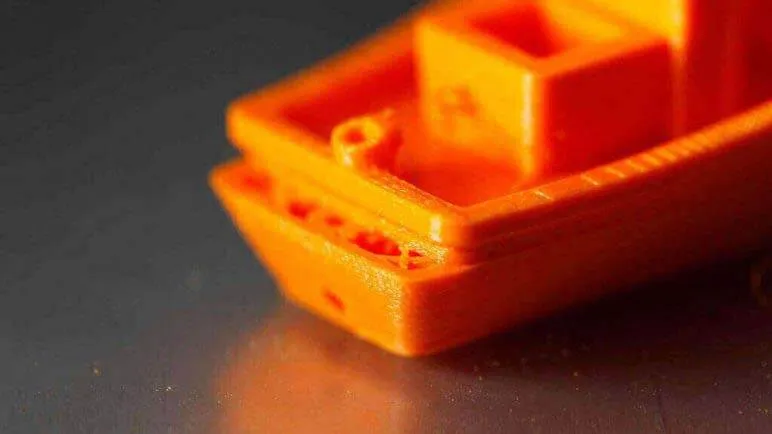
Baskının üst yüzeyinde resimde gördüğün gibi çukurların ve deliklerin oluşmasıdır.
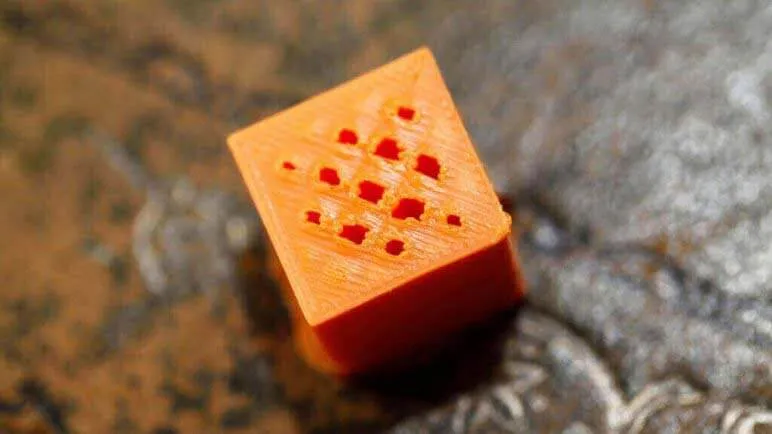
Sorun Neden Kaynaklanır?
En yaygın iki neden, üst katmanın yanlış soğutulması ve üst katmanın yeterince kalın olmamasıdır.
Sorun Nasıl Giderilir?
-
Filament Çapını Kontrol Et: Bu sorun tüm 3D yazıcılarda görülebilir. Ancak, 1,75 mm çapına sahip filamentlerde çok daha yaygındır. Aşağıdaki diğer çözümler sorununu çözmüyorsa, mümkünse 2,85 mm çaplı bir filamente geçmeyi dene.
-
Soğutma Fanının Konumunu Kontrol Et: Genellikle, baskı başladığında 3D yazıcının soğutma fanları düşük hızda çalışır veya fanlar kapalıdır. Fanlar ilk birkaç katmandan sonra açılır. Nozzle’ın etrafındaki soğutma fanlarının özellikle 3D baskının sonuna doğru çalışmasını sağla. Çalışma zamanında ve hızında bir sorun yoksa, o zaman hava akımını yönünü kontrol et.
-
Soğutma Fanı Hızını Ayarla: Fanların hızı G-Code ile ayarlanabilir. Fanı açmak için M106 ve fanı kapatmak için M107 kodunu yazıcının yazılımına göndermen gerekiyor. Örneğin, 0,1 mm katman yüksekliğinde basılan 1 cm x 1 cm boyutlarında bir küp için G-Code’a (Prusa i3 model 3D yazıcıda Cura dilimleme yazılımı kullanılarak) baktığımızda, 97 katman olduğunu görebilirsin. 0,6 mm’lik bir “Bottom/Top Thickness setting” ayarı vardır. LAYER:91’da M106 S255’i kodunu ekle. M106 kodu soğutma fanının çalışmaya başlamasını ve S255 kodu ise tam hızda çalışmasını sağlar.
-
Üst Katman Kalınlığını Arttır: En kolay çözüm, üst katman kalınlığını arttırmaktır. Çoğu dilimleme yazılımı (örneğin Cura), bunu “Bottom/Top Thickness setting” altındaki gelişmiş bölümde yapmana olanak sağlar. Normalde en az 6 katman olmak üzere, daha küçük nozzle’lar ve filamentler için 8 katmana kadar çıkılabilir. Katman yüksekliğin 0,1 mm olarak ayarlanmışsa, “Bottom/Top Thickness setting”’i yani “Alt / Üst Kalınlık ayarı”nı 0,6 mm’ye ayarla. Hala küçük delikler oluşuyorsa 0,8 mm’ye yükselt.
Katmandaki Dalgalanma Sorunu
Görsel dalgaların veya dalgalanmanın baskı yüzeyindeki etkisi, çoğumuzun basitçe gözden kaçırdığı ufak ve sinir bozucu sorunlardan biridir. Baskı yüzeyinde dalgalanma olarak görünür, konumu ve şiddeti değişebilir.
Yüzeydeki hafif bir görsel etki dışında, bu dalgalanmaların çok fazla olduğu durumlarda elbette ki 3D baskının kalitesi üzerinde de etkisi vardır.
Sorun Neden Kaynaklanır?
3D baskılardaki dalgalanma sorunu genellikle baskı sırasında oluşan titreşimle ve baskı hızıyla ilgilidir. 3D yazıcı üreticileri, motorların yarattığı küçük titreşimlerin mutlak minimumda tutulduğundan emin olmak için makinelerinde bazı iyileştirmeler yaparlar.
3D yazıcı kasasının ağır olması, yazıcı içerisindeki titreşimleri en aza indirmeye yardımcı olur. Ancak, titreşimi tamamen ortadan kaldırmaz. Bir sonraki yazdırma işleminde 3D yazıcını izle. Yazıcının kasasının titreşime dayanıklı bir şekilde destekleyecek kadar sağlam olup olmadığını kontrol et.
Sorun Nasıl Giderilir?
-
Titreşimi Azalt: 3D yazıcını koyduğun masanın veya zeminin sağlam olduğundan emin ol ve yazıcıyı 3D baskı sırasında izle. Titreşimin neyden kaynaklandığını bulmaya çalış ve bir sorun varsa onu gider.
-
Rulmanları Kontrol Et: Lineer rulmanlar zaman içinde aşınır. Yazıcı kapalıyken rulmanları ekstrüderi elinle hareket ettirerek kontrol et. 3D yazıcıdaki titreşimler seyrek yapılan bakımlar ve aşınmış lineer rulmanlar ile de artmaktadır. Yazıcının düzenli, temiz ve yumuşak harekete sahip olup olmadığını kontrol et.
-
Her Şeyin Sıkı Olduğundan Emin Ol: 3D yazıcı bakımını yaparken, makinenin içindeki tüm cıvata ve uçların iyi ve sıkı olduğundan emin ol.
-
Hareket Aksamlarını Yağla: Tüm çubukların toz ve kirden arınmış olup olmadığını kontrol et ve ardından her şeyin iyi yağlandığından emin ol.
-
Baskı Hızını Düşür: Çok hızlı baskılarda bu dalgalanmalar ile karşılaşıyorsan, sorunu çözmenin en basit yolu 3D baskı hızını düşürmektir. Hala hızlı yazdırman gerekiyorsa, akış hızını ve ekstrüzyon sıcaklığını arttırmayı dene.
-
Yazılım İvmesini Ayarla: Daha tecrübeli kullanıcılar için, 3D yazıcının yazılımındaki ekstrüder ivmesi değerini değiştirmek sorunu çözebilir. Bu ivme değeri ekstrüderin hareket ederkenki hızlanmasını ayarlar. Burada bakmanız gereken iki fonksiyon vardır ve bu, makineye bağlı olarak değişecektir: Hızlanma ve sarsıntı. Listelenen birkaç değer vardır, sarsıntıyı ve ardından yazdırma sırasında hızlanmayı düşürerek başla.
İlgili Makaleler
- 3D Yazıcı Nedir, Nasıl Çalışır?
- Hangi 3D Yazıcıyı Nasıl Almalı?
- Ucuz 3D Yazıcı
- Yerli 3D Yazıcı
- 3D Yazıcı Sorunları
- Filament Çeşitleri
- Filament Özellikleri
- Ücretsiz 3D Modeller
- Üç Boyutlu Tasarım Nasıl Yapılır?
- Tinkercad ile Üç Boyutlu Tasarım
- FreeCAD ile Üç Boyutlu Tasarım
- 3D Yazıcılar İçin Dilimleme Yazılımları (3D Slicer)
- Cura Dilimleme Yazılımı Kurulum ve Ayarları