Diğer 3D Baskı Kalitesi Sorunları
BoyutKat'ın hazırladığı 3D Yazıcı Sorunları yazı dizisinin bu bölümünde, önceki bölümlerde değinmediğimiz fazla ekstrüzyonla, fazla erimiş 3D yazıcı filamentiyle, CAD tasarımına uymayan baskı ölçüleriyle, parçanın kenarlarının bükülmesiyle ve parçada köprü yazdıramamayla ilgili konuları işliyoruz.
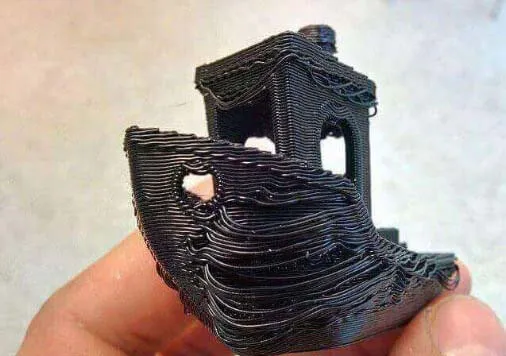
Parçada Sarkma / Fazla Ekstrüzyon Sorunu
Fazla ekstrüzyon, 3D yazıcının gerekenden daha fazla filament ittirmesi anlamına gelir. Bu, yazdırılan parçanın dış tarafında fazla malzeme oluşmasına neden olur.
Sorun Neden Kaynaklanır?
3D modelin oluşturulmasında filamentin akması için önce nozzle’da eritilmesi, basılan filamentinse hızlı bir şekilde katılaşması için bir önceki katmanın katı bir yüzeye dönüşmesi gerekmektedir. Bu dengenin kurulması modelin kalitesi için çok önemlidir. Normalde, çok sıcak bir nozzle bu soruna neden olur. Ancak nozzle sıcaklığını ayarlamadan önce 3D yazıcı için doğru filament ayarlarını yaptığından da emin olman gerekir.
Sorun Nasıl Giderilir?
- Önerilen Filament Ayarlarını Kontrol Et: Bu çok basit bir hata gibi görünebilir, ancak yine de 3D yazıcıya malzeme hakkında doğru bilgileri verdiğini bir kez daha kontrol et.
- Nozzle Sıcaklığını Azalt: 3D yazıcıda veya dilimleme yazılımında nozzle sıcaklığını düşür. Aşırı ısınmanın ciddiyetine göre, nozzle sıcaklığını 5ºC aralıklarla düşür.
- Yazdırma Hızını Arttır: Baskı hızını arttırmayı deneyebilirsin.
- Soğutma Fanını Ayarla: Soğutma fanlarının nozzle’a yönlendirildiğinden emin ol. Doğru konumda olduklarını kontrol et ve mümkünse, soğutma fanının hava akımını artırmak için hızlarını arttır.
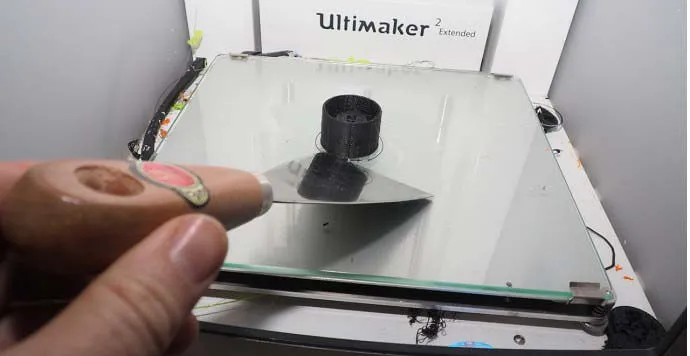
Parçanın 3D Yazıcı Yatağından Çıkmaması Sorunu
Tablaya iyice yapışmış parçalar, tablaya yapışmayan parçalar kadar yaygın görülen bir sorundur. Sinir bozucu bir şekilde sık sık bir günde iki sorunla da karşılaşabilirsin.
Sorunu tespit etme yolu basittir: 3D baskı bittiğinde, basılan parça sağlam bir şekilde tablaya yapışmıştır ve yataktan ayrılmıyordur. Bu durumda parçanı çıkarırken 3D yazıcını hareket ettirebilir ve hatta ona yanlışlıkla zarar bile verebilirsin.
Sorun Neden Kaynaklanır?
3D yazıcı filamenti ısındığında yapışkan özelliği kazanır. Böylece her kat döküldüğünde birbirine yapışır. 3D yazıcı yatağı sıcak olduğundan dolayı temas eden filament tamamen soğuyana kadar hafif yapışkan kalır.
Tabana doğrudan temas eden geniş bir yüzey alanına sahip bir parçan varsa, çıkarılması kolay olmayacaktır. Gerçekten tablaya sağlam bir şekilde tutunacaktır.
Eski 3D yazıcı yatakları, yapıştırıcı ara maddeler, camdaki küçük çukurlar veya dokulu yapı, parçayı güçlü tutan etkenler olabilir. Zamanla bu doku neredeyse kırılmaz bir bağ oluşturabilir. Bazı yataklar delikli yapıya sahiptir ve genellikle parçaları çıkarmak bu tür yataklarda daha zordur.
Ucuz filamentler iyi erimesine rağmen her zaman tamamen katılaşmaz ve bu yüzden yatakta gereksiz yapışmayı arttırabilir.
Sorun Nasıl Giderilir?
- Parçayı Çıkarmak için Biraz Sabırlı Ol: Baskının saatlerce bitmesini bekledin, bu nedenle baskının tamamen soğumasını beklemeden çıkarmak istiyorsun. Bu nedenle hem parçaya, hem de tablaya zarar verebilirsin. Parçanın ve yatağın soğuması için sabırlı ol ve bir süre bekle Yatak ve ilk katman soğuduğunda yatak, parçanı kendiliğinden bırakabilir. Çünkü 3D yazıcı filamenti soğudukça katılaşır ve katmanların yapışkanlığı azalır.
- Spatula Kullan: Spatula genellikle 3D yazıcıların yanında verilmektedir. 3D yazıcının yanında verilmediyse, inşaat malzemeleri satan bir mağazada bulabilirsin. Spatulanın ucunun sivri ve keskin olması önemlidir. Parçanı 10 dakika ortam sıcaklığında bıraktığında hala yataktan ayrılmadıysa, yatağı 3D yazıcıdan ayır. Elini, spatulayı vuracağın yönde tutmayacak şekilde camı tut. Spatula ile parçanın ilk katman duvarlarına kısa darbeler ile her yönden vur, ama parçayı kazımaya çalışma. Bir süre sonra parça sen vurdukça camdan ayrılacaktır.
- Yatak Camını Temiz Tut: Mevcut parçanı çıkarmana yardımcı olmasa da yatak camında yapıştırıcı katmanları veya önceki parçaların kalıntıları bulunuyorsa muhtemelen camını temizlemenin zamanı gelmiştir. Camın üzerindeki kalıntıları temizlemek için camı sıcak suya tut ve spatula ile hafifçe kazıyarak temizle. Baskı bittikten sonra yatağın temiz olduğundan ve camda deforme olmadığından emin ol. Camda deformasyon varsa camı ters çevir ve pürüzsüz tarafı kullan. Her iki taraf da deforme olduysa yeni cam almalısın.
- Kaliteli Filament Kullan: Ucuz 3D yazıcı filamentleri ekonomik olsalar da tablaya çok güçlü yapışabilirler. Bu sorundan kurtulmak için ucuz filamentlerden tamamen kaçınman gerekir.
- Bazı Delikler Oluştur: Bu biraz öngörü gerektirir, ancak basılacak parçanın tasarımının tabanında birkaç delik oluşturarak, fazla yüzey temasını önleyerek parçanın yapışkanlığını azaltabilirsin.
Basılan Parçanın Ölçülerinin CAD Tasarımından Farklı Olması Sorunu
Bilgisayar tabanlı tasarım (CAD) yazılımında tasarladığın bir ürünü, 3D yazıcınla aslına çok yakın ölçülerde üretebilmen gerekir. Ancak, üretilen ürününün parçalarını bir araya getirdiğinde, parça basımının yanlış gittiğini gördüğün zamanlar olabilir. Basılan hiçbir parça hizalanmıyordur, delikler yanlış boyuttadır ve hiçbir şey birbirine uyumlu değildir.
3D yazdırılmış bir parçanın boyutunun asıl tasarıma uyumluluğu, 3D baskıda kesinlikle önemsenmesi gereken konulardan biridir. 3D yazıcıdaki hataları kontrol etmeden önce, 3D modelin boyutlarının doğru olup olmadığını iki kez kontrol et. Bunları kontrol ettikten sonra, nedenini bulmak için 3D yazıcıya bakabilirsin.

Sorun Neden Kaynaklanır?
Öncelikle, modelin tasarımında kullanılan ölçü birimlerini kontrol etmekte fayda var. Santimetre (cm) ve milimetre (mm) en yaygın tercih edilen ölçü birimleridir. Ancak, parça modelinde sık kullanılan bir başka ölçü birimi de inch’tir (inç). 3D modelini dilimleme yazılımına yükleyip birimleri kontrol ettiğinde hatayı hemen fark edeceksin. Birim seçiminde her şey yolundaysa, parçaların fiziksel ölçümlerini iki kez kontrol et.
CAD yazılımında erkek-dişi konnektör veya vida-delik gibi birbirine geçen ayrı modellerin varsa, bastırdığın ek parçanın, geçmesi gereken delikten biraz daha küçük olduğundan emin ol ve tasarımı ona göre yap. Örneğin, bir M5 vidanın geçeceği deliği 5 mm çapında yaptıysan, vida bu delikten geçmez. Bunu çözmek için, delik boyutunu yüksek hassasiyette 3D yazıcılarda 0,1 mm, düşük kaliteli 3D yazıcılarda ise 0,2 mm arttırman gerekir. Bu tavsiyelerimizi mutlaka uygula. Hala vida-delik uyumu yoksa, deliği biraz daha büyüt. Delik oval görünüyorsa, sorun mutlaka delik boyutundadır. Delikli bir modeli yazdırırken, her zaman modelin sığabileceği düz yuvarlak için orta derecede bir çokgen sayısı oluştuğundan emin ol.
Aynı şey, birbirine uyması gereken özel şekiller için de geçerlidir. Bir modelin çokgen sayısının azaltılması, iki parçanın birbirine bağlanması gereken yuvarlak kenarlara sahip olması halinde her türlü soruna neden olabilir.
Model boyutlarını kontrol etmeyi bitirdikten sonra dikkatini 3D yazıcıya yönlendirebilirsin. İlk birkaç katman baskı hassasiyeti açısından önemlidir. 50mm x 50mm test küpünü yazdır ve ölçümleri kontrol etmek için dijital kumpas kullan. Öncelikle, kenar uzunluğunun 50 mm'ye eşit olup olmadığını görmek için toplam yüksekliği kontrol et. Z ekseni ölçümünde bir farklılık varsa o zaman ilk 20 katmanı dikkatlice ölç. Bu katmanlar 20mm'ye eşit olmalıdır. Bu ilk 20 katmanın ölçüsü doğruysa, ama toplam yükseklik yanlışsa ilk katman sorun yaratmıştır. Bunu çözmek için, nozzle ile yatak arasındaki mesafeyi kontrol et. Nozzle yüksekliği yataktan 1 mm ve katman yüksekliğin 2 mm ise, bu ilk katmana çok fazla filament döküldüğü anlamına gelir. Bu durumda, 3D yazıcını yeniden kalibre et ve nozzle’ın istenilen yükseklikte olduğundan emin ol. Katman yüksekliğini azaltmak da başka bir seçenek.
Daha sonra modelin X ve Y boyutlarını kontrol et. Olması gerekenden yaklaşık 1 mm daha küçüklerse ve diğer tüm oranlar doğru görünüyorsa sorun, filamentin termal büzülmesinden kaynaklanıyor olabilir. Bu durumla, ABS filament ile yapılan baskılarda nispeten yaygın karşılaşılır. Bunu düzeltmek için, hata yüzdesini hesapla ve baskının ölçeğini bu değere kadar yükselt. Ayrıca, yüksek kaliteli filamentler kullanmak bu sorunu önlemenin en iyi yoludur.
Deliğin duvarların kontrol et, düzgün görünüyorsa o zaman her şey yolundadır. Katmanları hafifçe çıkıntılı görürsen bu, nozzle’ın çok sıcak olduğunu ve filamentin döküldükten sonra sızdığını gösteren bir işaret olabilir.
Delik oval görünüyorsa, 3D yazıcının ekstrüderini hareket ettiren kayışlarından biri gevşek olabilir veya X ve Y eksenlerindeki millerde hafif bir yanlış hizalama olabilir. Tüm kayışların sıkı olduğundan ve her şeyin olması gerektiği gibi yerine vidalandığından emin ol.
Sorun Nasıl Giderilir?
- Modelinin Gerçek Ölçülerini Kontrol Et: 3D dilimleme yazılımında (örneğin Cura) modelinin tasarımında doğru boyutların girilip girilmediğini kontrol et. Ayrıca, birimlerin (mm veya inch) uyuşup uyuşmadığına dikkat et.
- Parça Boyutlarını Dijital Kumpas ile İki Kere Ölç: Diğer parçalarla birbirine geçecek veya uyacak bir model tasarlıyorsan, dijital kumpas kullanarak ölçümlerini iki kez kontrol et.
- Vida Deliklerini Ölçeklendir: Bir vida deliği tasarladıysan, olması gerekenden biraz daha büyük bir çapa sahip sanal M5 vida oluştur. Bu
vidayı modelin içinde delik açmak için kullan. - Poligon (Çokgen) Sayısını Arttır: Modellerinin çokgen sayısını azaltmak, hafif düzleştirilmiş kenarlarda sorunlara neden olabilir. Daha yumuşak gradyanlar ve daha iyi uyum için çokgenleri makul bir aralıkta tuttuğundan emin ol.
- Test Küpü Bas ve Doğruluğu Kontrol Et: Modelinin X, Y ve Z boyutlarını kontrol etmek için 3D Baskı Kalibrasyon Küpü bas ve hassas dijital kumpas ile ölçümler al.
- Nozzle Sıcaklığını Kontrol Et: Modelin deliklerinin içinde lekeler ve başka başıboş çıkıntılar varsa, baskı sıcaklığını azaltmayı dene.
- Kayış ve Milleri Kontrol Et: Kayış gerginliğini kontrol et ve millerin tüm eksenlerde düz ve doğru hizalandığından emin ol.
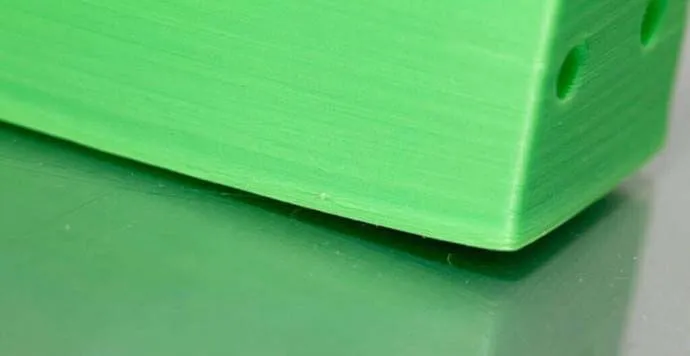
Parçanın Kenarlarının Bükülmesi / Kalkması (Warping) Sorunu
Modelin ilk katlarının yataktan ayrılarak yukarı doğru bükülmesi veya kalkması sorunudur. Bu sorun, üst katmanlarda yatay çatlaklara da neden olabilir ve parçanın baskı tablasından ayrılmasına neden olabilir.
Sorun Neden Kaynaklanır?
Bükülme veya kalkma (warping) sorunu, bir tür plastik olan filamentin doğal bir özelliğinden kaynaklanmaktadır. ABS veya PLA filamentler soğudukça çok az büzülmeye başlar. 3D baskı sırasında filament çok hızlı bir şekilde soğutulursa, modelin köşesi yataktan ayrılarak kalkma sorunu ortaya çıkar.
Sorun Nasıl Giderilir?
- Isıtmalı Yatak Kullan: Sorunu çözmenin en kolay yolu, ısıtılabilir bir yatak kullanmak ve sıcaklığı, filament erime noktasının hemen altındaki bir noktaya ayarlamaktır. Bu noktaya “glass transition temperature” veya “cam geçiş sıcaklığı” denir. Bu sıcaklığı doğru ayarlarsan, ilk katman baskın tamamlanana kadar yatakta düzgün kalacaktır. Yatak sıcaklığı genellikle dilimleyici yazılımı tarafından ayarlanır. Yine genellikle, filament kutusunun ya da makarasının üzerine basılan etiketlerde önerilen sıcaklığı bulabilirsin.
- Yatağında Yapıştırıcı Kullan: 3D baskı sırasında hala kenarlarda kalkmalar ile karşılaşıyorsan, yatağında yapışmayı arttıracak malzemeler kullanmalısın. Örneğin, PLA filament ile 3D baskı alırken yapışkanlığı arttırmak için temiz bir cama eşit miktarda ince bir tabaka Pritt uygulaman işine yarayacaktır.
- Farklı Bir Yatak Yapıştırma Yöntemini Dene: Baskı tablasını, daha iyi yapışma sağlayacak bir yatak ile değiştir. Bazı 3D yazıcılar, tutkala gerek kalmadan mükemmel yapışma sağlayan PEI (Polieterimid) baskı yüzeyi veya BuildTak gibi yöntemler kullanıyorlar. 3D yazıcının yanında kapton bant veren firmalar da mevcut. İlk başta Zortrax 3D yazıcılarında piyasaya çıkan delikli baskı yatakları da bulunuyor. Delikli yatakta modelini raft özelliğini kullanarak üretirsen, filament deliklerden sağlam bir şekilde tutunduğu için herhangi bir kalkma sorunu yaşamayacaksın.
- Yatak Kalibrasyonunu Yap: Yatak kalibrasyonu, yatağın düz ve ısıtıcı uç (nozzle) yüksekliğinin doğru olup olmadığını kontrol etmek için yapılmalıdır.
- Temas Noktasını Arttır: Parça ve yatak arasındaki teması artırmak kolay bir çözümdür ve dilimleme (slicer) yazılımı raft özelliği ile bu sorunu gidermene yardımcı olur.
- Gelişmiş Sıcaklık Ayarlarını Gözden Geçir: Yukarıdaki öneriler sorununu çözmediyse, hem 3D yazıcını hem de yazıcındaki gelişmiş baskı ayarlarını gözden geçirmen gerekecektir. Baskı tablası sıcaklığını 5 derecelik artışlarla denemeye başlayabilirsin. Dilimleyici yazılımda soğutma fanının (fan duct) yükseklik değerine bir göz at. Bu değer genellikle, soğutma fanının parçanın ilk katmanından yaklaşık 0,5 mm yükseğinde tam güçte çalışması için ayarlanır. Filamentin ve yatağın belirli bir süre sıcak kalması, ilk katmanların tablaya iyi yapışmasına yardımcı olur. İlk katmanlarda soğumaya biraz daha zaman vermek için fanın çalışma yüksekliğini 0,75 mm olarak ayarlayabilirsin. 3D yazıcının ısıtılabilir yatağı olsa bile, her zaman yapıştırıcı kullanmanı ve yatak kalibrasyonunu düzenli olarak yapmanı tavsiye ederiz. Bu konudaki ilgili makalemiz: 3D Yazıcı Kalibrasyonu Nasıl Yapılır?
Köprü Atamama Sorunu
Köprüler iki yüksek nokta arasında dökülmüş filamentlerin gergin durmasıdır. Filamentlerin çoğu, köprü üretimine uygundur ve ince ayarları yapılmış bir 3D yazıcı ile uzun köprü üretimleri yapmak mümkündür. Ancak, 3D yazıcının en küçük boşlukta bile köprü yapmaya çalışması bir sorun olduğu anlamına gelir.
Sorunu gösteren en belirgin işaret, 3D yazıcının 1 ile 3 cm arasındaki boşlukları başarıyla geçememesi ve köprü oluşturamamasıdır. Ekstrüzyon çok ince ise filament sarkmaları olabilir veya köprünün yüksekliğinden dolayı basılan kısım aşağıya doğru sarkar.

Sorun Neden Kaynaklanır?
En sık karşılaşılan sorun, köprü atmaya çalıştığın boşluğun çok büyük olmasıdır. Benzer bir sorun da bu mesafenin her bir 3D yazıcıya, filamentin türüne ve markasına göre değişmesidir.
Soğutma fanı bir diğer önemli konudur. 3D yazıcı filamentinin 3D baskı sırasında kendisini iki sütun arasında destekleyebilmesi için, filamentin hızlı bir şekilde soğutulması gerekir.
Ekstrüzyon hızı aynı derecede önemlidir. Eğer baskı kafası (ekstrüder) çok hızlı bir şekilde hareket ediyorsa, hız ve titreşimler kaçınılmaz olarak dengesizliğe neden olur.
Çok yüksek ekstrüzyon sıcaklığı çoğu zaman köprü atmalarda filamentin sarkmasına neden olur. Nozzle’dan çıkan filament farklı kalınlıklarda ise bu sıcaklığa bağlıdır.
Sorun Nasıl Giderilir?
Köprü atma sorunlarını en aza indirmek oldukça kolaydır. Ekstrüzyon miktarı ve etkin soğutma ile en iyi sonuçlar elde edilebilir. Ayrıca belirtmek gerekir ki, çeşitli dilimleme yazılımları köprü atma biçimlerini farklı yaparlar. Örneğin, Simplify3D ayarlanabilir özel bir köprü seçeneğine sahiptir.
- 3D Yazıcının Köprü Atabilme Kapasitesine Bak: Köprü atarken 3D yazıcının ne kadar uzağa gidebileceğini kontrol etmek için farklı mesafelerde sütunlar ve köprülerle bir deneme baskısı alabilirsin. Örneğin sütunlar arası 5, 7,5 ve 10 cm boşluklar yapmayı dene.
- Destek Yapısı Kullan: Hızlı ve kolay bir çözüm olarak, boşlukların altına basitçe destek yapıları ekleyebilirsin.
- Soğutucu Fan Hızını Arttır: Filamentin hızlı bir şekilde soğumasını sağlamak için soğutma fan hızını arttır. Filament ne kadar hızlı soğursa, oluşturabileceği köprü o kadar büyük olur.
- Ekstrüzyon Hızını Düşür: Hızlı ekstrüzyon, köprü atma söz konusu olduğunda kaçınılması gereken bir seçenektir. Filamentin köprü atabilme mesafesini ayarlamak için zamana ihtiyacı vardır. Bu nedenle filament akışı yavaş olmalıdır.
- Simplify3D Dilimleme Yazılımını Kullan: Simlify3D dilimleme yazılımı köprü atma seçeneğine sahiptir. Modelini daha fazla soğutur ve daha yavaş ekstrüzyon hızları gerektiren tüm alanlarını otomatik olarak tanır.
Altı Boşluklu Kısımların Yatayda Basılamaması Sorunu
Modelini dilimleme yazılımına yüklediğinde her şey yolunda görünür. Ancak, parçayı yazdırmaya başladığında durum hiç de öyle değildir. 3D baskılarda parçanın bazı kısımlarının iyi olduğunu, ama diğer kısımların da sarmaşıklı ve karışık bir yapıda olduğunu fark edebilirsin. Bu gibi durumlar genelde modelinin üretilebilirlik açısından incelenmemesinden ve 3D baskı ayarlarının tam yapılmamasından kaynaklanmaktadır.

Sorun Neden Kaynaklanır?
3D yazıcılarda her katman bir başka katmanın üzerine inşa edilir. Bu nedenle, resimdeki örnekte olduğu gibi, 3D yazıcı yatağıyla modelin parçaları arasında malzeme olmayan modellerde destek yapısı kullanılmazsa filament havaya bırakılır (örneğin, resimdeki insan figürünün kollarının altı). Dilimleme yazılımları bu modellerde destek yapısına ihtiyacın olduğunu söylemeyebilir.
Sorun Nasıl Giderilir?
- Destek Yapısı Ekle: En hızlı ve en basit çözüm, dilimleme yazılımından modeline uygun destek yapısı eklemendir. Simplify3D’de, “Edit Process Settings > Support > Generate support material”e tıkla. Miktarı, deseni ve ayarları buradan yapabilirsin. Cura'da, yalnızca temel ayarlardan istediğin destek türünü seçmen yeterli.
- Model İçi Destekler Oluştur: Dilimleme yazılımı tarafından oluşturulan destekler bazen modeline uygun olmayabilir ve destek yapılarının asıl modelden ayrılması zorlaşır. Bu durumda destekleri çıkarırken modele de zarar verebilirsin. Dilimleme yazılımında kendine özgün destek yapısı yaratmak iyi bir alternatif olacaktır. Bu seçenek 3D baskı konusunda biraz daha fazla tecrübe gerektirir, ancak öğrendiğinde mükemmel sonuçlar alabilirsin.
- Destek Platformu Oluştur: Yukarıdaki insan figürü örneğinden devam edersek, bu modeli basarken yatay duran kollar sorun çıkaran alanlardır. Yataktan itibaren kollara kadar destek yapısının kullanılması ve desteğin büyük dikey bir yapıda olması bazı sorunlara da neden olabilir. Kolayca sökülen ve kırılgan olan yüksek mesafedeki destek yapıları üretim sırasında ekstrüderin hareketi ile sarsılıp kırılabilir. Bu durumda, kolların altında katı bir blok veya duvar oluşturmak (resimde sağda bulunan kolun altındaki kırmızı yapı) ve ardından kol ve blok arasında daha küçük bir destek yapısı (sağdaki kolda kırmızı yapının hemen üstüne ince mavi yapı) oluşturmak, harika bir çözümdür.
- Açılı Bir Duvar Ekle: Modelinde yatak ile neredeyse dik açıya yakın bir yapı bulunuyorsa, buna kolay bir çözüm olarak 3D modelleme yazılımı (CAD) ile o kısıma 45°’lik bir eğim ekleyebilirsin. Bu eğim sayesinde herhangi bir destek yapısına ihtiyacın ortadan kalkar.
- Modelini Birkaç Parçada Üret: Modelini destek yapısına gerek kalmadan üretmenin bir başka yolu da, modelini ayrı parçalara bölmektir. Modeli parçalara bölmek, büyük açılarda çıkıntıya sahip olan parçaları daha rahat üretmeni sağlar. Bununla ilgili tek sorun, iki parçayı birbirine yapıştırmanın bir yolunu bulmanın gerekmesidir. Japon yapıştırıcısı veya spreyli hızlı yapıştırıcılar işini görecektir.
3D Yazıcını Yenileme Vakti

3D yazıcın ile yaşadığın sorunları gidermenin bir diğer yolu, yeni bir 3D yazıcı almaktır. Yeni özelliklere sahip 3D yazıcılara göz atmaya ne dersin? Sessiz, hassas ve büyük baskılar almak istemez misin?
Hangi yazıcıyı alacağına karar veremiyorsan, senin için uygun fiyatlı ve yüksek performanslı 3D yazıcıları inceledik.
{% include related_article.html title="Ucuz FDM 3D Yazıcı İncelemeleri" text="Ucuz FDM 3D yazıcıların teknik özelliklerini, artılarını ve eksilerini detaylı bir şekilde inceliyoruz. Ayrıca, kutu içeriği, montajı ve Cura dilimleme ayarlarını bulabilirsin." href="/3d-yazici/3d-yazici-incelemeleri/ucuz-fdm-3d-yazicilar/" %}