3D Baskı İçin Tasarım Nasıl Olmalı?
Thingiverse sana hazır ve ücretsiz 3D modeller sunsa da, karmaşık geometrilere ihtiyaç duyduğunda kendi tasarımını yapma ihtiyacın olabilir. Bu rehber sana, FDM 3D yazıcılar için tasarım gerekliliklerinin temellerini ve dilediğin modelleri nasıl daha iyi üretebileceğinin ipuçlarını veriyor.
Eriyik Yığma Modellemesi (Fused Deposition Modeling - FDM), hızlı ve düşük maliyetli prototipleme için tercih edilen uygun fiyatlı bir 3D baskı teknolojisidir. Bununla birlikte, diğer katmanlı üretim metodları gibi FDM’in de 3D yazdırılabilir bir parça üretimi konusunda kısıtlamaları vardır.
Bir yandan karmaşık tasarıma sahip modeli tasarlamak ne kadar zor ise, öte yandan 3D yazdırılan bu parçanın diğer parçalar ile montajı sırasında uymaması senin için kabus olabilir.
Bir modelin FDM 3D yazıcıda üretilebilirliği kontrol edilmelidir. 3D yazıcı üreticileri ve 3D baskı yapan firmaların tecrübelerini senin için derledik.
Köprü Yapılar
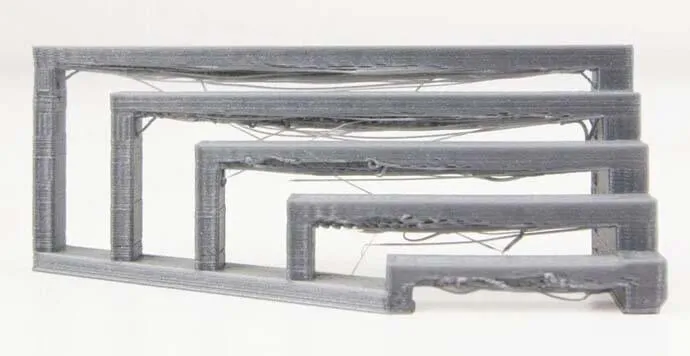
Köprü, iki bağlantı noktası arasında asılı plastik bir ipliktir. Tasarımlara bağlı olarak, bazı basılı parçalar köprülere ihtiyaç duyacaktır.
Sorun şu ki, köprü uzadıkça köprünün altındaki katmanlar sarkar, bu da üst katmanlara iyi yapışmayacakları anlamına gelir.
Aktif soğutma ile bir Ultimaker 3D yazıcı 25 mm uzunluğunda köprüyü basabilir, ancak bu rakam diğer 3D yazıcılarda yapılan ayarlara göre değişkenlik gösterebilir.
Çözüm 1: Köprünün Uzunluğunu Azalt
İki bağlantı noktası veya destek arasına bir yapı basmak istediğinde, ancak üzerine inşa edecek hiçbir şey bulunmadığında, ekstrüde edilen erimiş filament sarkacaktır. En pratik çözüm, köprünün mesafesini azaltmak olsa da, bu durum parçanın tasarım kısıtlamaları ile sınırlı olabilir.
Köprü kısaldığında, iki desteğin veya bağlantı noktasının desteğe gerek kalmadan yazdırılması daha kolay olacaktır.
Çözüm 2: Destek Yapılarını Kullan
Destek yapıları, köprülü katmanlar için geçici baskı tablası görevi görebilir. Parça basıldıktan sonra, baskı parçası yüzeyinde izler bıraksa da destekler çıkarılabilir.
Delikler
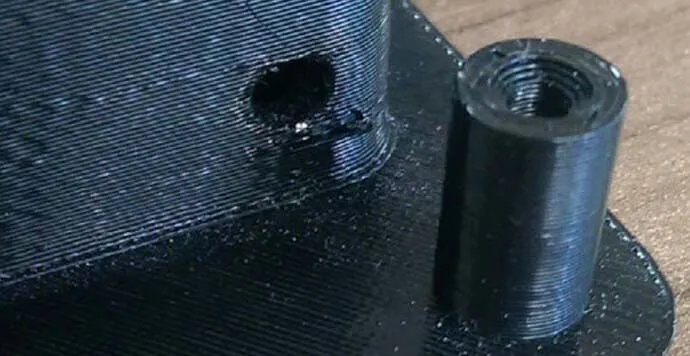
FDM 3D yazıcılarda, dilimleme yazılımlarındaki model ile 3D yazdırılan modelin deliklerinin gerçek çapı arasında her zaman bir değişiklik olacaktır. Örneğin, yatay delikler mükemmel şekilde yuvarlak olmazlar ve dikey delikler ise genellikle amaçlanandan daha küçüktür.
Yatay bir delikte, yüzeyde iç kısma ve dış kısma sarkmaların oluşması muhtemeldir. Bu nedenle, eğrinin bazı bölümleri tam olarak yuvarlak çıkmayabilir.
Dikey bir deliğin genellikle beklenenden daha küçük olmasının nedeni, nozülün sıkıştırma kuvvetinin deliğin yanındaki çevre çizgilerini ezmesidir. Bu çizgiler beklenenden daha geniş olursa, delik beklenenden daha dar olacaktır. Delik ne kadar dar olursa sorun yaratma olasılığı o kadar fazladır.
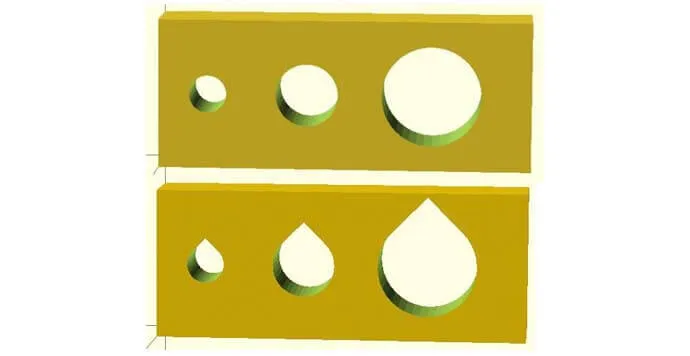
Çözüm 1: Deliğin Şeklini Değiştir
Dairesel bir delik tasarlamak yerine, FDM 3D yazıcının kolayca kullanabileceği bir gözyaşı şekli seç.
Gözyaşı şekli yatay deliklerle sarkıklıklar için bir hata payı sağlar. Sarma sınırları 45 dereceye kadar çıkmaktadır ve büyük delikleri yazdırılabilir kılar. Dikey deliklerle, takılı parçalarla biraz gevşemene izin verilir.
Bu çözüm özellikle deliğin görünümünün önemli olmadığı fonksiyonel parçalarla iyi çalışır. Ancak, buna karşıysan veya tasarım basitçe değiştiremiyorsan, deliğin üst kısmını tutmak için ince bir destek zarı oluşturmayı dene.
Çözüm 2: Delikleri Küçük Tasarla ve Sonra Matkap ile Del
Deliğin çapındaki veya şeklindeki değişim miktarı genellikle söz konusu 3D yazıcıya, deliğin boyutuna, dilimleme yazılımına ve filamente bağlıdır. Doğru bir çap elde etmek için birkaç deneme baskısı yapman gerekebilir.
Bununla birlikte, daha yüksek bir hassasiyet istiyorsan veya deliğinin toleransı iyiyse, daha küçük bir çapta delik yazdır ve doğru çapta matkap ile del.
Çözüm 3: Daha Geniş Bir Delik Tasarla
Deliğin dairesel şeklinin korumasını istiyorsan, deliği 1 mm’den daha büyük çapta tasarlamanı öneririz.
Dikey deliklerle, çapların azalma miktarını biliyorsan, deliği azalma miktarı kadar geniş olacak şekilde tasarlayabilirsin. abii ki, bu birkaç test yapmanı gerektirebilir.
Destek Yapıları
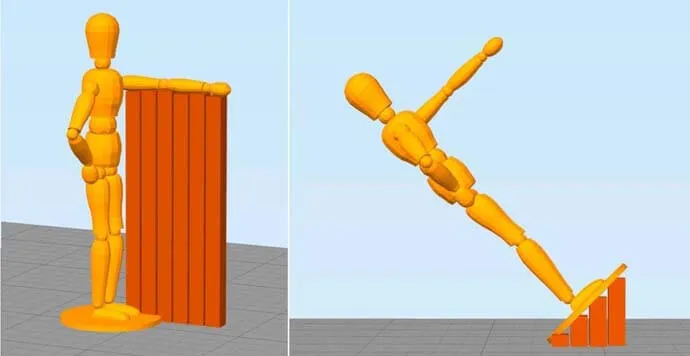
FDM 3D yazıcılar, katman katman biriktirme yaparak üretim yapar. Yani her katmanın normalde altındaki katman tarafından desteklendiği anlamına gelir. Bununla birlikte, model 45 dereceden fazla bir çıkıntıya sahipse, başarılı bir baskı elde etmek için destek yapılarına ihtiyacın olacaktır.
Maalesef, desteklerin çıkarılması bazen imkansız olabilir ve genellikle baskılarında çıkarması zor izler bırakacaktır.
Daha fazla bilgi için, desteklerle ilgili ayrıntılı rehberimize göz at.
Çözüm 1: Tasarımı Yeniden Yapılandır ve Destek Malzemesini Azalt
Modelini tasarlarken, destekleri mümkün olduğunca kullanmamaya çalış.
Ek olarak, bir modeli uygun bir şekilde çalışma düzleminde döndürmek, gerekecek destek miktarını azaltabilir. Meshmixer gibi bazı yazılımlar bunu senin için otomatik olarak yapar.
Çözüm 2: Destek Değişkenlerini Ayarla
Destek kullanman gerekiyorsa, çıkarılması kolay sağlam destekleri elde etmek için destek deseni, yoğunluk veya çıkma eşiği (overhang threshold) gibi değişkenleri ayarlamalısın.
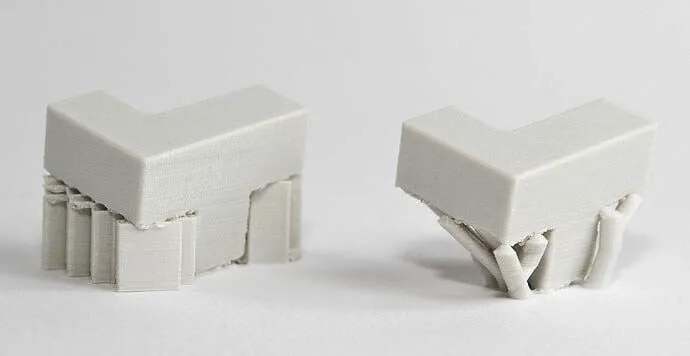
Çözüm 3: Özel Destekler Tasarla
Çok sayıda CAD tasarım yazılımı, baskın için otomatik olarak destek oluşturma özelliğine sahiptir. Ancak tasarıma bağlı olarak, sonuç her zaman başarılı olmayabilir. Ayrıca, bu tür desteklerin çıkarılması zor olabilir ve genellikle baskında çirkin izler bırakır.
3D modelin için özel destek oluşturmak için Meshmixer gibi bir yazılım kullanabilirsin. Düzgün ayarlar yapılırsa, tasarımdan bağımsız başarılı olan destekler üretebilirsin. Ek olarak, belirli destek türlerini kullanarak malzeme ve baskı süresinden tasarruf edebilirsin.
Meshmixer Model Düzenleme Yazılımı Ayarları yazımıza göz atabilirsin.
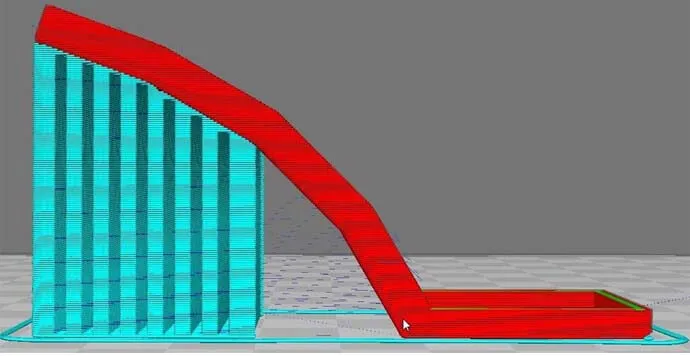
Sarkıntılar
Bazen modellerde çıkıntılı kısımlar kaçınılmazdır. Genellikle, bir çıkıntı (filament türüne bağlı olarak) 45 dereceye kadar kalite kaybı olmadan basılabilir. Ancak, bunun ötesinde bir şey basılacaksa destek gerektirebilir.
Çıkıntının uzunluğu ayrıca yazdırılabilir olup olmayacağını da belirleyebilir. Örneğin Ultimaker 3D yazıcı, desteklenmeyen bir 90 derecelik çıkıntı için 1-2 mm arasında bir maksimum uzunluk öneriyor. 2 mm’nin üzerine çıkılırsa model yazdırılamaz veya sarkıntılar oluşmaya başlar.
Çözüm 1: Çıkıntılı Yapıları Sınırla veya Azalt
Daima modelindeki çıkıntıları sınırlandırmaya veya azaltmaya çalış. Bu, çıkıntılı geometrilere dikkat ederek tasarımı değiştirmek işe yarayabilir. Biraz uğraştırıcı olsa da tasarımın izin veriyorsa, kendini büyük bir beladan kurtarmış olacaksın.
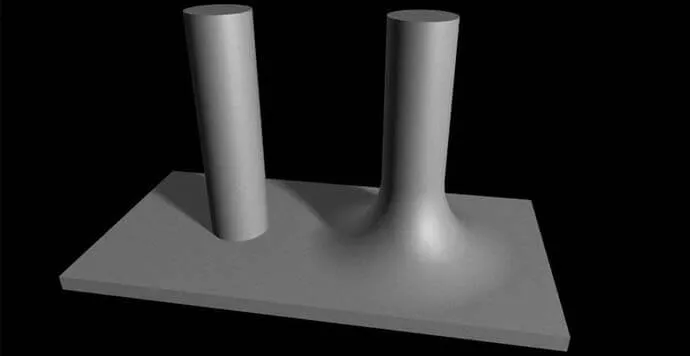
Çözüm 2: Dik Bir Çıkıntı Yerine Köprülemeyi Düşün
Çıkıntılı yapıyı kullanman gerekiyorsa ve tasarım izin veriyorsa, dik çıkıntı yerine bir köprü üretmeyi dene. Destek malzemesinin kullanılması bir alternatif olabilir ancak destek, çoğunlukla plastik ve zaman kaybının yanı sıra, baskının yüzeyini de bozar.
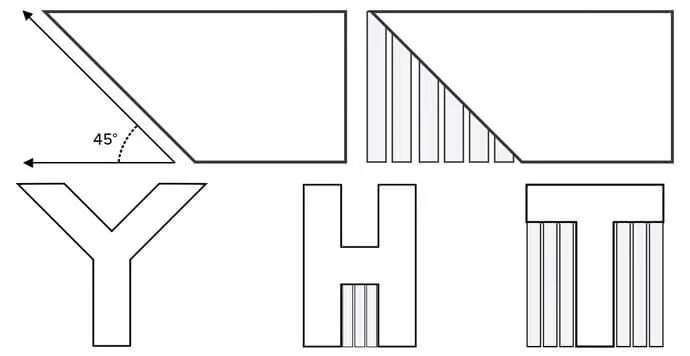
“YHT” Kuralı
“YHT kuralı”, hangi şekillerin yazdırılabilir olduğunu hatırlamak için harika bir yoldur.
Vidalı Yapılar
Vidalar gibi, dişler de genellikle küçük ve ayrıntılı ise, basmak için güçlüktür.
Çözüm 1: Tepe ve Kökleri Yuvarla
Yerleşik dişler tasarlarken keskin kenarlardan kaçın. Bunun yerine, yuvarlak tepeler ve kökler tasarla. Plastik parçalarda keskin kenarlar stres yoğunlaştırıcılarıdır.
Çözüm 2: Silindir Kafa Ekle
Silindir kafa, vidanın bir ucundan uzanan düz ve işlenmemiş bir uca sahiptir. Bu uç şaftın üzerindeki oluğu bulmak için kullanışlıdır.
Eğer modelinde böyle bir silindir kafası yoksa, vidanın dişlerini üretmek zor olabilir. Bu kafayı dişli tasarımına dahil etmek, yazdırmayı kolaylaştıracaktır. Silindirin yüksekliği en az 0,8 mm uzunluğunda olmalıdır.

Çözüm 3: Daha Küçük Dişler İçin Pafta Kullan
Küçük dişlerin basılması zordur ve FDM 3D yazıcılarda özellikle dişli parçanın 1,6 mm veya daha küçük çaplı bir deliğe girmesi gerekiyorsa dişli üretilmesi önerilmez. Daha küçük dişler elde etmek için bir musluk (veya bir kalıp) kullanmaktır.
Kılavuzlar veya paftalar, neredeyse her metalde dişler oluşturmak için kullanılan metal işleme aletleridir. Kılavuz bir deliğin iç yüzeyinde diş açarken, pafta bir çubuk veya silindir üzerinde diş açmaya yarar.
Fillets
3D modeller için fillet’ler iç veya dış köşeleri yumuşatır. FDM 3D yazıcılar ile yapılan fillet’ler diğer üretim tekniklerinde olduğu kadar işlevsel değildir. Ancak yine de bazı durumlarda fillet’ler işe yarayabilir.
Fillet’ler için birincil kullanım amacı kırılgan yapıları güçlendirmektir. Bu yapıların tabanlarının çevresinde ilave destek olmazsa baskı sırasında bile kopma tehlikesi taşır.
Fillet’ler stres konsantrasyonlarını azaltmak ve 3D basılı parçanın genel gücünü artırmak için kullanışlıdır. Fillet’ler ile baskıda tutarlı kalınlık sağlamak önemlidir.
Çözüm: Gerektiğinde Bir Fillet Ekle
Genel olarak, mukavemeti artırmak için mümkün olan en büyük filetoyu kullan.
Kabartma veya İçeri Batırma
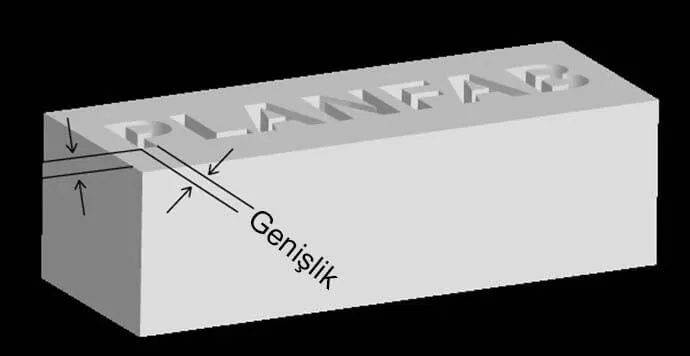
Kabartma ile iki boyutlu bir detay yüzeyden hafifçe yükseltilmişken, içeri batırılmışta ise yüzeyden içeri doğru bir detay oluşur.
Kabartma, kabarık metin veya diğer küçük detaylar filament kalınlığı gibi belirli toleransların altında kaldıklarında, FDM 3D yazıcılar ile baskılar almak zahmetli ve hatta imkansız olabilir.
Çözüm 1: Güvenilir Ölçümler Kullan
Kabartmalı veya içe batırılmış metnin genişliği ve derinliği belirli bir limitin altına düşmemelidir. Her iki durumda da, minimum 1 mm civarında olmalı, ancak olası sorunları önlemek için daha da büyük tasarlanması önerilir.
Çözüm 2: Daha Büyük Yazı Tiplerini Seç
Doğal olarak, daha büyük ve basit fontlar daha küçük ve karmaşık olanlardan daha iyi performans gösterir.
Baskı Malzemesi: Filament
Modelini tasarlarken, kullanacağın baskı malzemesini yani filamenti daima göz önünde bulundurmalısın. Örneğin ABS gibi plastikler, yüksek baskı sıcaklığı nedeniyle bükülmeye eğilimlidir. Öte yandan, PLA ve PETG filamentlerinin kullanımı ABS’ye göre çok daha kolaydır.
Çözüm 1: Yataktan Kalkma Eğilimi Gösteren Filamentler İçin Büyük Tabana Baskı Yap
ABS gibi bir malzeme kullanırken, ekstrüde edilen plastiğin 3D yazıcının baskı tablasına iyi yapışması için baskı tabanının boyutunu artırmaya çalış.
Çözüm 2: Esnek Filamentler İle Küçük Ayrıntıları Basma
Esnek filamentler küçük ayrıntılarla iyi sonuç vermez. Tasarımındaki küçük ayrıntıları atlamalı veya en aza indirmelisin.
Baskı malzemesi (filament) göz önüne alındığında, filament üreticilerinin belirttiği özelliklere de dikkat et. Bir üreticiden satın alınan aynı tip bir filament, farklı bir üreticiden satın alındığında benzersiz özelliklere sahip olabilir.
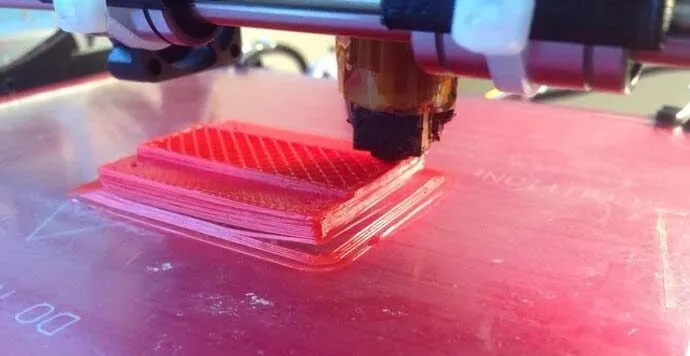
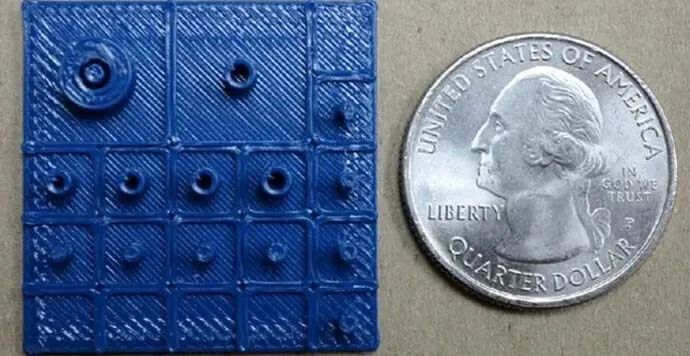
İlk Katmanın Yaygın ve Geniş Olması Sorunu
Nozzle, her katmanı yazdırırken filamenti ezdiğinden dolayı ilk baskı katmanında malzemenin dışarı doğru yayılması muhtemeldir. Bu, baskının belirtilen boyutların dışına taşmasına neden olur. Bu sorun ile ilgili detaylı çözümler Katmanlarla İlgili Sorunlar sayfamızdadır. İncelemeni tavsiye ederiz.
Çözüm 1: Raft ile Yazdır
Modelini raft ile basarsan ve ilk katmandaki yaygınlık meydana gelirse, asıl modelini etkilemeyecektir. Bunun nedeni, baskı yüzeyi ile doğrudan temasta olan raft tüm o yaygınlığı kendi üzerine alır. Üst katmanlarda ve asıl modelin ilk katmanlarında düzgün yüzeyler oluşur.
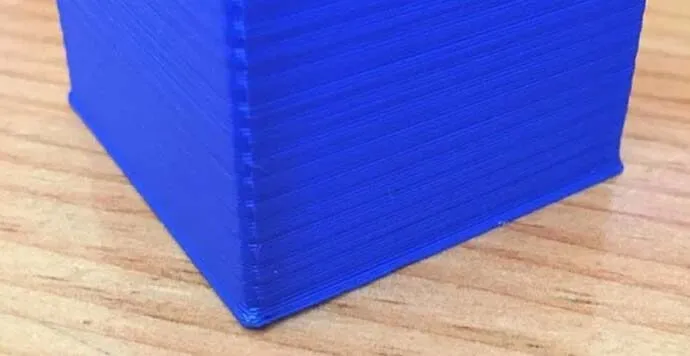
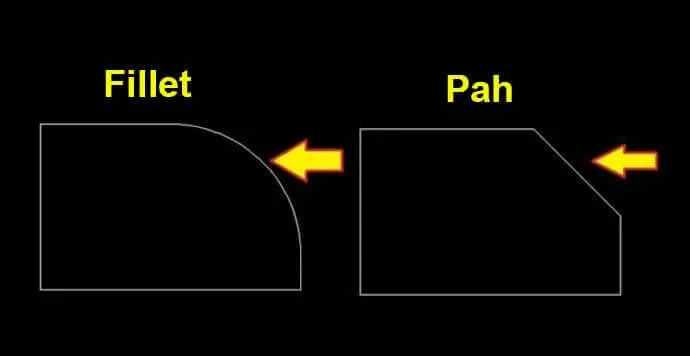
Çözüm 2: Alt Kenarlara Pah veya Fillet Ekle
Bu klasik sorunu önlemek için tasarımının alt kenarlarına bir pah (chamfer) veya fillet ekleyebilirsin. Bu, etkiyi en aza indirir ve malzemenin modelin sınırlarının dışına taşmasını önler.
Büyük ve Karmaşık Tasarımlar
Büyük bir tasarım, 3D yazıcının baskı alanına sığmayabilir. Karmaşık bir tasarım ise zor veya imkansız destek yapıları gerektirebilir.
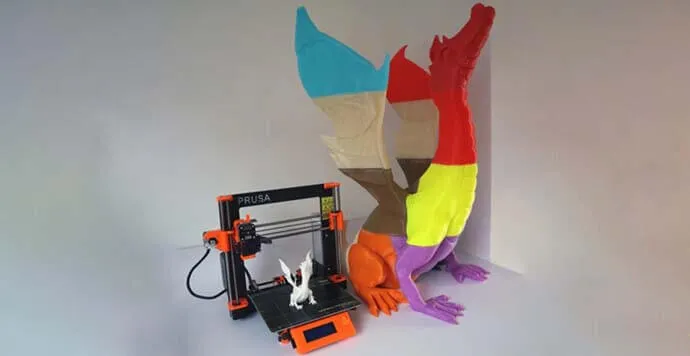
Çözüm: Modelini Parçalara Böl
Gerçekten hacimli veya karmaşık bir modeli bastırmak zorundaysan, en iyi seçenek bu modeli birden fazla parçaya bölmektir. Büyük bir model olması durumunda, bu 3D yazıcının baskı tablasına sığmayacağı için bölüp bastırıp sonra yapıştırarak nihai sonuca ulaşabilirsin.
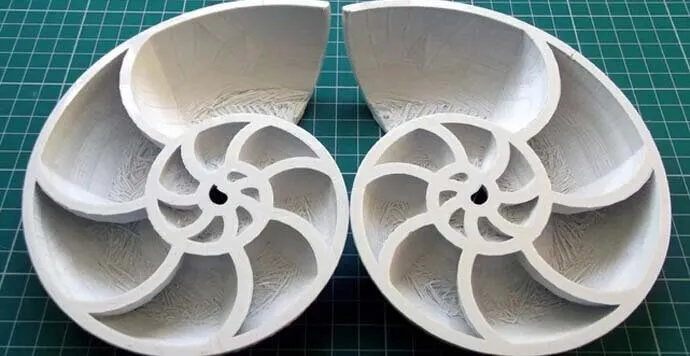
Bu arada, karmaşık bir modelin bölünmesi, yalnızca baskı kolaylığı sağlıyorsa yapılmalıdır. Örneğin, yukarıdaki fotoğrafta deniz kabuğu modelinin ikiye bölünmesi, potansiyel olarak sorunlu bir baskı yerine iki çok temiz baskı elde edilmesini sağladı.
Her iki durumda da parçaları birbirine yapıştırman gerekir.
Boşluklar
Araya monte edilmesi gereken mekanik parçalar ile uğraşıyorsan, özellikle parçalar arasındaki boşluklar doğru ölçüde olmak zorundadır. 3D yazıcılar her zaman çok hassas değildir ve bu, parçaların beklendiği gibi eşleşmeleri veya monte edilmeleri durumunda birbirleri arasında doğru boşluk oluşmamasına neden olur.
Parçaların birbirine yapışmasını istemiyorsan, sarkma veya şişkinlikleri iyi hesaplaman gerekiyor. Boşluğun ne kadar büyük olması gerektiği denemeler ile tespit edilebilir. Daha karmaşık şekillerle çalışırken daha fazla denemeye ihtiyacın olacak.
Çözüm 1: Deliklerin veya Parçaların Geçiş Bölgelerinin Boyutunu Artır
Birbirine geçecek parçaların deliklerini teoride olması gerekenden biraz daha büyük olacak şekilde tasarlaman gerekebilir. Doğru mesafeleri bulmanın en kolay yolu, bir test parçası yazdırmak ve gerçek ölçülerden ne kadar saptığını öğrenmektir.
Çözüm 2: Akılda Daralma ile Tasarla
Ayrıca plastiklerin büzüldüğünü de aklında bulundurmalısın. Bu, filament türü, parçanın şekli, baskı tablası (ısıtılmış olsun veya olmasın) ve çevresindeki yapılar dahil olmak üzere çeşitli faktörlere bağlıdır.
Boşlukları ayarlarken, plastiğin büzüşmesini telafi etmen de gerekebilir. Baskı testleri yaparak doğru rakamları bulabilirsin. Çok sayıda testten sonra, ne kadar tolerans vermen gerektiğini sezgisel olarak bileceksin. Biraz zaman alabilir, ancak alıştıktan sonra tasarımlarını bu değerlere göre yapıp daha hızlı sonuçlar almaya başlayacaksın.
Detay Seviyesi
Karmaşık ayrıntılara sahip bir modeli tasarlarken, her bir 3D yazıcının üretebileceği minimum boyutun bilinmesi çok önemlidir. Normal olarak, oluşturulabilecek minimum detay seviyesi, 3D yazıcının mekaniği ve yetenekleriyle bağlantılıdır.
Çözüm: Yazdırabileceğin En Küçük Çözünürlüğü Öğren
3D yazıcının çözünürlüğü, baskılarının ne kadar ayrıntılı olabileceğini belirler. Tasarımına karmaşık detaylar eklemeden önce 3D yazıcının X-Y çözünürlüğünü ve katman yüksekliğini (Z çözünürlüğünü) tam olarak öğren.
Minimum katman yüksekliği 0,1 mm ise, Z yönünde 0,1 mm’den daha düşük katman kalınlığı ile baskı alman düzgün sonuçlar vermez.
Test baskıları basmak, 3D yazıcının neler yapabileceğini belirlemek için harika bir yoldur.
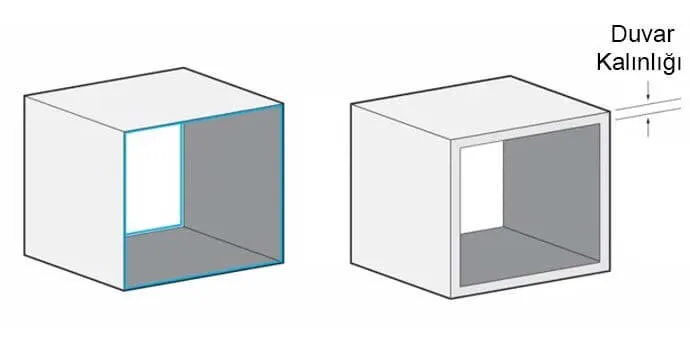
13. Duvar Kalınlığı
3D yazıcın yalnızca belirli bir noktaya kadar ince bir duvar üretme yeteneğine sahiptir. Bu noktanın ötesinde, duvarı basmak imkansız hale gelir, çünkü çok incedir.
Çözüm 1: Kalınlık Ekle
Her zaman tasarımlarına duvarların kalınlığını dahil et. Bunu unutur ve sonra dilimleme yazılımı ile yapmak zorunda kalırsan, modelin için sorun olabilir.
Duvar kalınlığı tipik olarak nozzle genişliğinin iki veya üç katı olmalıdır. Örneğin, standart 0.4 mm nozzle çapına sahip bir ekstrüderin varsa en az 0.8 mm duvar kalınlığına sahip bir modeli yazdırmalısın.
Çözüm 2: Kiriş Ekle
Bir duvar çok ince ise ve deformasyondan kaçınmak istiyorsan kiriş (ribs) eklenebilir. Kirişler, basılı yapına uygulanan kuvveti dağıtır ve genellikle baskıyı daha da güçlendirir.

Elbette, kirişler aynı zamanda et kalınlığı toleranslarına da uymalı ve çok ince olmamalıdır. Güvenli bir minimum kiriş kalınlığı için 1.5 mm tavsiye ediyoruz.
Deliksiz Model (Manifold)
Temel olarak, bir model “kapalı” olduğunda manifold’dur. Yani deliksiz, bütünleşik bir yapıya sahiptir. Bu nedenle, manifold olmayan geometri dijital olarak kusursuz gibi görünse de 3D yazıcı tarafından o delikler yazdırılamaz.
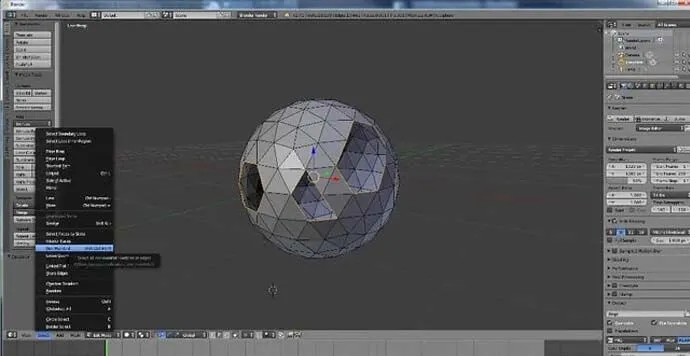
Bu nedenle, bir 3D modelin mesh’li yapısının kenarları, köşeleri ve diğer yüzeyleri bir bütün halinde deliksiz eksiksiz olduğundan emin olmalısın. Modelin yazdırılabilir olması için bir tasarımının manifold’lu olması gerekir. Aksi takdirde, 3D modelinin geometrisini tanımlayamayan hataların olur.
Manifold olmayan tasarımlar, en kötü 3D yazıcı sorunlarına neden olur ve 3D tasarımın CAD yazılımları ile neredeyse sonsuz olasılıklara sahip olması nedeniyle oldukça sık görülür. Örneğin, modelin kalınlığı olmayan duvarlara veya üst üste binen şekillere sahip olabilir. Bu özellikler, modelinin üretilemez olduğunu gösterir.
Çözüm: Tasarımının Manifold Olduğundan Emin Ol
Bir modeli sonradan manifold yapmanın en iyi yolu, yeniden tasarlamanın yanı sıra, bir STL düzenleyen yazılım ile işlemektir. Bu tür yazılımların çoğu ücretsiz olarak da bulunmaktadır. Meshmixer, Netfabb ve Meshlab bu yazılımlardan bazılarıdır.
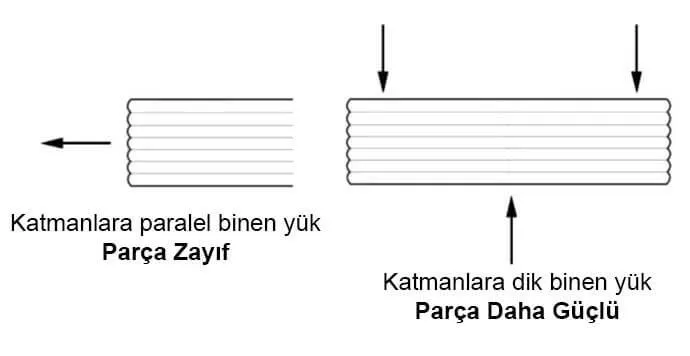
Yazdırma Oryantasyonu
FDM 3D yazıcılarda, modellerin baskı alanına belirli bir mantığa göre yerleştirilmeleri parçaların güç ve görsel görünümleri üzerinde büyük bir etkisi olabilir. Örneğin eşmerkezli özellikler, XY düzlemine paralel olarak basıldığında en iyi sonucu verecektir.
Katmanlar halinde üretilen nesneler doğal olarak katmanlarına göre dik konumdayken güçlü, ancak paralel yönde iken zayıftır. Örneğin, bükülmeye maruz kalacak bir çubuk yazdırmak istiyorsan, baskı alanına karşı düz şekilde yazdırdığından emin ol. Bu şekilde, katmanların parçanın uzunluğunu taşımasını sağlayabilirsin.
Çözüm: Güç ve Görsellik İçin Baskı Oryantasyonunu Optimize Et
Tasarım yaparken, modelinin ne tür güçlere maruz kalacağını ve bu kuvvetlerin hangi yönlerde olacağını düşün. Mümkün olduğu kadar, modelinin oryantasyonunu veya konumunu baskı alanında yap.
İşte dikkat etmen gereken bazı örnekler:
- Sütunlar: Baskı tablasında dururken bir sütun yazdırılırsa, tutturulması daha kolay olacaktır.
- Metin: Metin ve küçük detaylar XY düzlemine paralel olarak basılmalıdır. tablaya paralel olduklarında, katmanların birbirinden temiz bir şekilde istiflenmesi ve “kıvrılmış” karakterlerden kaçınması daha kolay olacaktır.
- Delikler: Delikler ile yüzleri XY düzlemine paralel olduğunda desteğe ihtiyaç duyulmaz. Ayrıca daha iyi bir çözünürlükle baskı alınır.
İlgili Makaleler
- Hangi 3D Yazıcıyı Nasıl Almalı?
- 3D Yazıcı Sorunları
- Filament Özellikleri
- Ücretsiz 3D Modeller
- Üç Boyutlu Tasarım Nasıl Yapılır?
- Tinkercad ile Üç Boyutlu Tasarım
- FreeCAD ile Üç Boyutlu Tasarım
- Fusion 360 ile 3 Boyutlu Tasarım
- 3D Yazıcılar İçin Dilimleme Yazılımları (3D Slicer)
- Cura Dilimleme Yazılımı Kurulum ve Ayarları
- STL Dosyası Hangi Programlarla Açılır?
- Meshmixer STL Düzenleme Ayarları
- STL Dosyası Nasıl Değiştirilir?